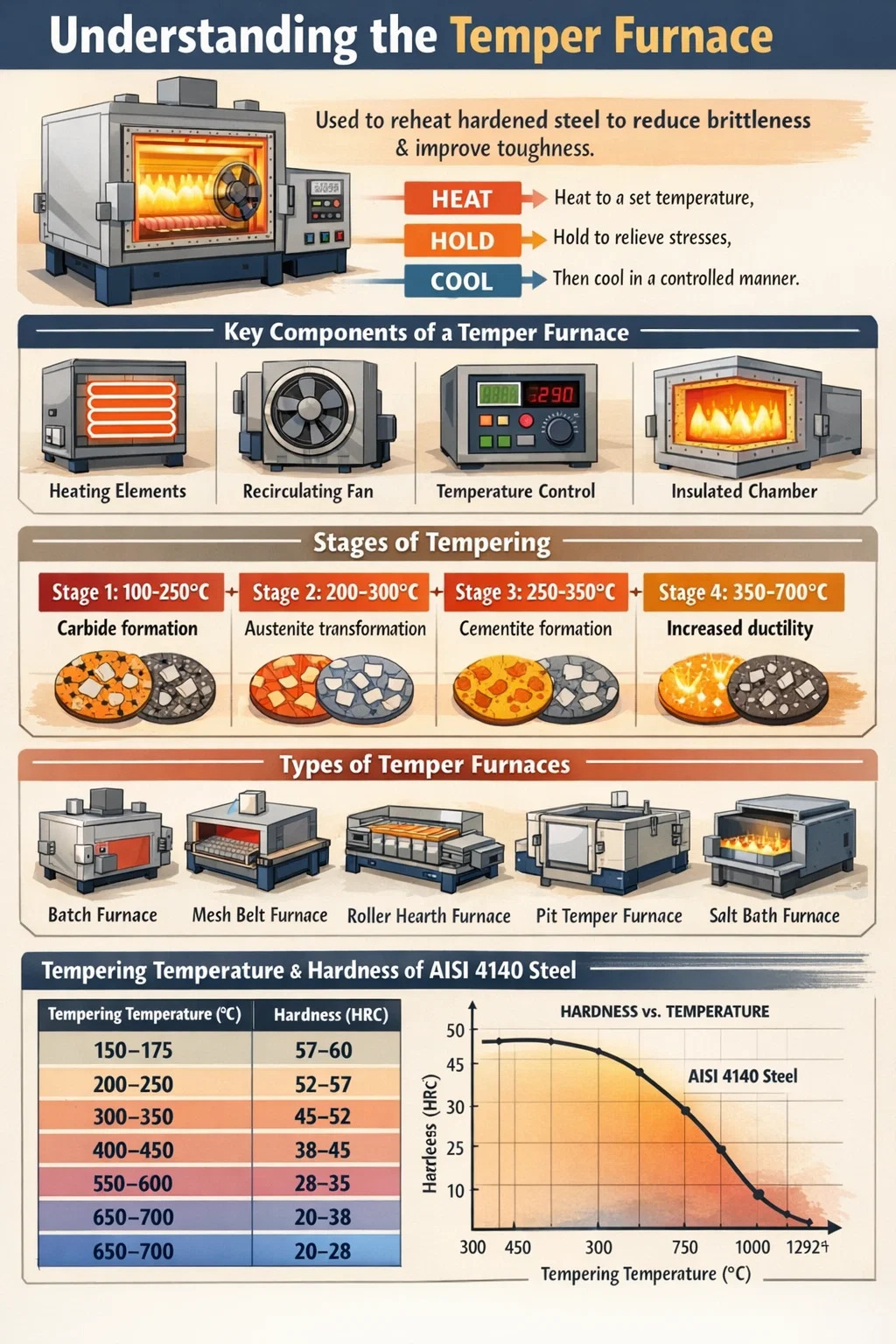
A Temperofen ist eine Art industrieller Wärmebehundlungsofen, der speziell für die Durchführung des Vergütungsprozesses an Metallen – am häufigsten gehärtetem Stahl – entwickelt wurde. Seine Kernfunktion besteht darin, ein zuvor abgeschrecktes oder gehärtetes Metallbauteil erneut auf eine Temperatur unterhalb seines unteren kritischen Punktes zu erhitzen, es über einen kontrollierten Zeitraum auf dieser Temperatur zu halten und es dann auf geregelte Weise abkühlen zu lassen. Dieser Prozess baut innere Spannungen ab, verringert die Sprödigkeit und verbessert die Zähigkeit, ohne die Härte wesentlich zu beeinträchtigen.
Im Klartext: Nach dem Härten wird Stahl extrem hart, aber auch gefährlich spröde. Ein Temperofen ist das Werkzeug, das dieses Ungleichgewicht korrigiert. Es verwandelt ein sprödes, spannungsbelastetes Teil in ein Bauteil mit einer sorgfältig abgestimmten Kombination aus Härte und Duktilität – geeignet für reale mechanische Belastungen.
Temperöfen werden häufig in der Automobil-, Luft- und Raumfahrt-, Werkzeug-, Lager- und Federfertigungsindustrie eingesetzt. Sie verarbeiten alles von Schneidwerkzeugen und Zahnrädern bis hin zu Strukturbauteilen und chirurgischen Instrumenten. Der Betriebstemperaturbereich eines typischen Temperofens beträgt 150 °C bis 700 °C (302 °F bis 1292 °F) , abhängig vom Material und den angestrebten mechanischen Eigenschaften.
Das Funktionsprinzip eines Temperofens basiert auf kontrollierter thermischer Metallurgie. Wenn Stahl nach dem Austenitisieren abgeschreckt wird, wandelt er sich in Martensit um – eine übersättigte, raumzentrierte tetragonale Kristallstruktur, die extrem hart, aber stark beansprucht und spröde ist. Das im Temperofen durchgeführte Anlassen löst eine Reihe diffusionskontrollierter Phasenumwandlungen innerhalb des Martensits aus, die die Spannung schrittweise reduzieren und die Duktilität wiederherstellen.
Der Prozess folgt einer klaren Abfolge physikalischer und metallurgischer Ereignisse:
Die metallurgischen Veränderungen während des Anlassens können je nach Temperatur in vier verschiedene Phasen unterteilt werden:
Der Temperofen muss während all dieser Phasen eine strenge Temperaturkontrolle gewährleisten. Moderne Systeme erreichen eine innere Einheitlichkeit ±3°C bis ±5°C über den gesamten Arbeitsbereich, was für eine gleichbleibende Teileleistung unerlässlich ist.
Das Verständnis der Konstruktion eines Temperofens hilft zu erklären, warum er konsistente, wiederholbare metallurgische Ergebnisse erzielt. Die Hauptkomponenten arbeiten zusammen, um gleichmäßige Wärme, kontrollierte Atmosphäre und zuverlässige Temperaturmessung zu liefern.
Temperöfen verwenden entweder elektrische Widerstandsheizelemente oder gasbetriebene Brenner. Elektrische Systeme – oft mit Elementen aus Nichrom, Kanthal oder Siliziumkarbid – bieten einen saubereren Betrieb und eine präzisere Steuerung. Gasbefeuerte Systeme bieten niedrigere Betriebskosten für die Massenproduktion. Das Heizsystem ist so dimensioniert, dass es der thermischen Belastung der Ladung gerecht wird (typischerweise ausgedrückt in kW oder BTU/h).
Die Ofenkammer ist mit feuerfesten Steinen oder einer Keramikfaserisolierung ausgekleidet. Keramische Fasermodule werden zunehmend bevorzugt, weil sie dies getan haben geringere thermische Masse Das bedeutet schnellere Aufheizzeiten und geringeren Energieverbrauch. Eine gut isolierte Kammer reduziert den Wärmeverlust und stabilisiert die Temperaturverteilung.
Die erzwungene Heißluftumwälzung ist eines der wichtigsten Merkmale eines modernen Temperofens. Hochgeschwindigkeitsventilatoren zirkulieren erhitzte Luft über die Werkstücke und verhindern so eine Temperaturschichtung. Ohne Rezirkulation kann die Oberseite eines beladenen Ofens 30–50 °C heißer sein als die Unterseite. Ein Umluftventilatorsystem sorgt für eine Temperaturgleichmäßigkeit von ±5 °C oder besser über die gesamte Ladung.
Thermoelemente (typischerweise Typ K oder Typ N) überwachen die Temperatur an mehreren Stellen im Ofen. Ein PID-Regler (Proportional-Integral-Derivativ) oder eine speicherprogrammierbare Steuerung (SPS) steuert die Heizelemente auf der Grundlage der Thermoelement-Rückkopplung. High-End-Systeme verfügen über Datenlogger, die jeden Zyklus zur Rückverfolgbarkeit aufzeichnen – eine Anforderung in den Luft- und Raumfahrtnormen (AMS 2750) sowie in den Wärmebehandlungsstandards für die Automobilindustrie.
Abhängig von den Anwendungsanforderungen kann ein Temperofen in Luft, Stickstoff oder einer endothermen Schutzatmosphäre betrieben werden. Die Atmosphärenkontrolle verhindert Oberflächenoxidation und Entkohlung beim Anlassen, was besonders wichtig für Komponenten aus Präzisionswerkzeugstahl und Lagerringe ist.
Die Teile können manuell auf Tabletts oder automatisch über Förderbänder, Rollenherde oder Schiebersysteme geladen werden. Charge-Temperöfen verarbeiten einzelne Ladungen, während kontinuierliche Temperöfen – wie Rollenherd- oder Gitterband-Temperöfen – Teile in einem gleichmäßigen Strom verarbeiten und sich für großvolumige Vorgänge wie die Herstellung von Verbindungselementen, Federn oder Lagern eignen.
Temperöfen gibt es in verschiedenen Konfigurationen, die jeweils für unterschiedliche Produktionsmengen, Teilegeometrien und Prozessanforderungen geeignet sind. Die Wahl des richtigen Typs wirkt sich direkt auf die Energieeffizienz, den Durchsatz und die Temperaturgleichmäßigkeit aus.
| Ofentyp | Betriebsmodus | Typischer Temperaturbereich | Am besten geeignet für |
|---|---|---|---|
| Kasten-/Chargentemperofen | Charge | 150–700°C | Werkzeuge, Matrizen, gemischte Teiletypen |
| Grube/vertikaler Temperofen | Charge | 150–650°C | Lange Schäfte, Stangen, Stangen |
| Temperofen mit Netzband | Kontinuierlich | 150–500°C | Kleinteile: Befestigungselemente, Lager, Federn |
| Rollenherd-Temperofen | Kontinuierlich | 200–700°C | Große flache Teile, Automobilstanzteile |
| Autoboden-Temperofen | Charge | 200–700°C | Schwere Schmiedeteile, große Industriekomponenten |
| Salzbad-Temperofen | Charge | 150–600°C | Schnelle und gleichmäßige Temperierung von Präzisionsteilen |
Unter diesen sind die Maschenband-Temperofen ist in Massenproduktionsumgebungen am weitesten verbreitet. Eine einzelne Siebbandofenlinie kann Hunderte Kilogramm Teile pro Stunde verarbeiten und ist damit das Rückgrat der Wärmebehandlung von Lagern und Verbindungselementen weltweit.
Die einflussreichste Variable im Temperierungsprozess ist die Temperatur. Im Temperofen bestimmt die gewählte Temperatur direkt den Kompromiss zwischen Härte und Zähigkeit. Mit steigender Anlasstemperatur nimmt die Härte ab und die Zähigkeit zu – der Zusammenhang ist jedoch nicht linear und hängt stark von der Legierungszusammensetzung ab.
Bei einem gewöhnlichen Stahl mit mittlerem Kohlenstoffgehalt wie AISI 4140 wirkt sich die Anlasstemperatur nach dem Abschrecken mit Öl wie folgt auf die Rockwell-Härte (HRC) aus:
| Anlasstemperatur (°C) | Härte (HRC) | Typische Anwendung |
|---|---|---|
| 150–175 | 57–60 | Schneidwerkzeuge, Verschleißflächen |
| 200–250 | 52–57 | Lager, Buchsen |
| 300–350 | 45–52 | Federn, Handwerkzeuge |
| 400–450 | 38–45 | Zahnräder, Wellen, Pleuel |
| 550–600 | 28–35 | Strukturbauteile, Druckbehälter |
| 650–700 | 20–28 | Hochfeste Schmiedeteile, schwere Maschinen |
Ein wichtiges Phänomen, das Sie beachten sollten, ist Versprödung des Temperaments — eine Verringerung der Schlagzähigkeit, die auftritt, wenn bestimmte legierte Stähle im Bereich von 250–400 °C (blauer Sprödigkeitsbereich) angelassen oder langsam auf 375–575 °C abgekühlt werden. Temperöfen für legierte Stähle werden häufig so programmiert, dass sie diese Temperaturbereiche meiden oder schnell abkühlen, um eine Versprödung zu verhindern. Aus diesem Grund ist eine präzise Ofenprogrammierung wichtig – nicht nur das Erreichen einer Zieltemperatur, sondern auch die Steuerung der Geschwindigkeit und des Verlaufs der Temperaturänderung.
Temperöfen gibt es in praktisch allen Bereichen, in denen gehärtete Stahlteile erforderlich sind. Der Tempervorgang ist für die meisten technischen Komponenten nicht optional – er ist ein obligatorischer Schritt, der den Unterschied zwischen einem Teil, das im Betrieb zuverlässig funktioniert, und einem Teil, das unter Last bricht, ausmacht.
Der Automobilsektor gehört weltweit zu den größten Abnehmern von Temperierkapazitäten. Zahnräder, Kurbelwellen, Nockenwellen, Pleuel, Achswellen, Ventilfedern und Getriebekomponenten durchlaufen im Rahmen ihres Produktionsweges Temperöfen. Ein moderner Personenkraftwagen enthält Hunderte von wärmebehandelten Stahlteilen, und viele von ihnen müssen angelassen werden, um das richtige Gleichgewicht zwischen Ermüdungsfestigkeit und Schlagfestigkeit zu erreichen. Kontinuierliche Siebband- oder Rollenherd-Temperöfen, die 24 Stunden am Tag laufen, gehören zur Standardausrüstung in Großserienwerken der Automobilzulieferer.
Lagerringe und Wälzkörper erfordern eine sehr präzise Temperierung, typischerweise im Bereich von 150–180°C , um die Zielhärte von 58–64 HRC zu erreichen und gleichzeitig Restaustenit zu eliminieren und Dimensionsstabilität sicherzustellen. Schon eine Abweichung von 10 °C von der angegebenen Anlasstemperatur kann dazu führen, dass die Härte außerhalb der Toleranz liegt. Aus diesem Grund investieren Lagerhersteller stark in die Ofenqualifizierung und AMS 2750 / CQI-9-konforme Temperofensysteme.
Schneidwerkzeuge aus Schnellarbeitsstahl (HSS) werden typischerweise angelassen 540–560°C – ein Prozess namens sekundäres Härten und Anlassen – der zwei- oder dreimal durchgeführt wird, um Restaustenit umzuwandeln und Sekundärkarbide zu entwickeln, die für rote Härte sorgen. Kaltarbeitsstähle wie D2- oder H13-Warmarbeitsstahl werden in verschiedenen Temperaturbereichen angelassen, um ihre spezifischen Gebrauchseigenschaften zu optimieren. Box-Batch-Temperöfen sind aufgrund ihrer Flexibilität bei der Handhabung unterschiedlicher Teilegrößen die häufigste Wahl für Werkzeug- und Formenbaubetriebe.
Fahrwerkskomponenten, Befestigungselemente, Strukturrahmen und Motorteile müssen alle unter streng kontrollierten Bedingungen gehärtet werden. Die Temperierung in der Luft- und Raumfahrt muss den AMS 2759-Spezifikationen entsprechen, die zulässige Temperaturbereiche, Haltezeiten, Thermoelementpositionen und Aufzeichnungsanforderungen definieren. In der Luft- und Raumfahrt eingesetzte Temperöfen verfügen typischerweise über mehrere Thermoelemente, redundante Steuerungssysteme und eine vollautomatische Zyklusaufzeichnung mit digitaler Rückverfolgbarkeit.
Ventilfedern, Tragfedern und Industriefedern werden auf ca 380–450°C um ihre Elastizitätsgrenze und Ermüdungslebensdauer zu optimieren. Hier bieten sich Durchlauföfen mit Gitterbandtemperierung an, da Federdraht oder Schraubenfedern in großen Mengen durchfließen können. Das richtige Anlassen verbessert die Ermüdungsfestigkeit, indem es die beim Aufwickeln und Kugelstrahlen entstehenden Eigenspannungen entspannt.
Diese drei Ofentypen werden alle zur Wärmebehandlung eingesetzt, dienen jedoch grundsätzlich unterschiedlichen metallurgischen Zwecken. Eine Verwechslung führt zu erheblichen Prozessfehlern und Ausschussteilen.
Der wesentliche Unterschied besteht darin, dass immer ein Temperofen verwendet wird danach Härten als Korrekturmaßnahme. Typischerweise werden Glühen und Normalisieren durchgeführt vor Endhärtung als vorbereitende Schritte. Auch die Betriebstemperaturbereiche unterscheiden sich erheblich: Das Anlassen bleibt unter 700 °C, während das Glühen und Normalisieren häufig über 800–950 °C erfolgt.
Für die richtige Temperierung ist mehr als nur das Einstellen eines Reglers erforderlich. Um das gewünschte Ergebnis konsistent zu erzielen, müssen mehrere interagierende Parameter gleichzeitig verwaltet werden.
Temperaturgleichmäßigkeitsuntersuchungen (TUS) – wie von AMS 2750 und ähnlichen Standards gefordert – messen die tatsächliche Temperaturverteilung im gesamten Ofenarbeitsbereich mithilfe mehrerer kalibrierter Thermoelemente. Öfen werden aufgrund ihrer Gleichmäßigkeit in Genauigkeitsklassen eingeteilt: Klasse 2 (±6°C) and Klasse 3 (±8°C) sind bei Präzisionsteilen üblich, während Klasse 5 (±14 °C) für weniger kritische Anwendungen akzeptabel sein kann. Unzureichende Temperaturgleichmäßigkeit ist eine der Hauptursachen für den Ausschuss von Wärmebehandlungschargen.
Die Einweichzeit wird anhand der Schnittdicke berechnet – eine gängige Faustregel lautet: 1 Stunde pro Zoll (25 mm) Querschnitt , mit mindestens 1 Stunde. Eine unzureichende Einweichzeit hinterlässt Restspannungen im Kern dicker Abschnitte. Eine übermäßige Einweichzeit bei Temperaturen über 500 °C bei bestimmten legierten Stählen birgt die Gefahr von Anlassversprödung oder Kornwachstum. Beide Extreme beeinträchtigen die Leistung.
Das Überladen eines Temperofens oder das enge Stapeln von Teilen behindert den Luftstrom und führt zu Temperaturgradienten innerhalb der Ladung. Die Teile sollten so angeordnet sein, dass eine ausreichende Luftzirkulation gewährleistet ist. Korb- oder Tabletthalterungen werden häufig verwendet, um die Trennung zwischen Teilen aufrechtzuerhalten. Bei Durchlauföfen ist die Bandbeschickungsdichte (kg/m²) ein kritischer Prozessparameter.
Bei Teilen, bei denen die Oberflächenintegrität von entscheidender Bedeutung ist – wie etwa Präzisionszahnräder oder Lagerringe – verhindert eine neutrale oder leicht reduzierende Atmosphäre Oxidation und Entkohlung während des Anlassens. In atmosphärenkontrollierten Temperöfen werden üblicherweise Stickstoff- oder Stickstoff-Methanol-Atmosphären verwendet. Teile, die an der Luft bei hohen Temperaturen getempert werden, können oberflächliche Oxidschichten entwickeln, die durch Kugelstrahlen oder Trommeln entfernt werden müssen, was die Kosten erhöht und die Zykluszeit erhöht.
Bei den meisten unlegierten und niedriglegierten Stählen hat die Abkühlgeschwindigkeit nach dem Anlassen nur minimale Auswirkungen auf die Endeigenschaften. Bei bestimmten legierten Stählen – insbesondere solchen, die Mn, Cr, Ni oder P enthalten – führt eine langsame Abkühlung auf 375–575 °C jedoch zu Anlassversprödung, einem dramatischen Abfall der Kerbzähigkeit. Diese Stähle müssen es sein Wasser oder Öl, nach dem Anlassen abgeschreckt diesen Bereich schnell zu umgehen.
Die Energiekosten machen einen erheblichen Teil der Betriebskosten in jeder Wärmebehandlungsanlage aus. Moderne Temperofenkonstruktionen beinhalten mehrere Strategien zur Reduzierung des Energieverbrauchs, ohne die metallurgische Leistung zu beeinträchtigen.
Einige fortschrittliche Durchlauf-Temperofensysteme erreichen inzwischen einen spezifischen Energieverbrauch von unten 0,15 kWh pro Kilogramm verarbeitetem Stahl – eine deutliche Verbesserung gegenüber älteren Designs, die 0,25–0,35 kWh/kg verbrauchten.
Selbst bei einem richtig ausgelegten Temperofen können Prozessfehler zu Defekten führen, die die Leistung der Teile beeinträchtigen. Das Verständnis dieser Mängel und ihrer Grundursachen hilft den Betreibern, ihren Temperierungsprozess korrekt einzurichten und aufrechtzuerhalten.

TK-13200, TK-7230 TK-13200、 TK-7230 12-ACHSIGE CNC-FEDERWICKELMASCHINE ...
See Details
TK-13200, TK-7230 TK-13200、 TK-7230 12-ACHSIGE CNC-FEDERWICKELMASCHINE ...
See Details
TK12120 TK-12120 12 ACHSEN CNC-FEDERWICKELMASCHINE ...
See Details
TK-6160 TK-6160 CNC-FEDERWALZMASCHINE ...
See Details
TK-6120 TK-6120 CNC-FEDERWALZMASCHINE ...
See Details
TK-5200 TK-5200 5-ACHSEN-CNC-FEDERWICKELMASCHINE ...
See Details
TK-5160 TK-5160 5-ACHSEN-CNC-FEDERWICKELMASCHINE ...
See Details
TK-5120 TK-5120 5-ACHSEN-CNC-FEDERWICKELMASCHINE ...
See DetailsMobiler QR-Code

 Language
Language  中文简体
中文简体

