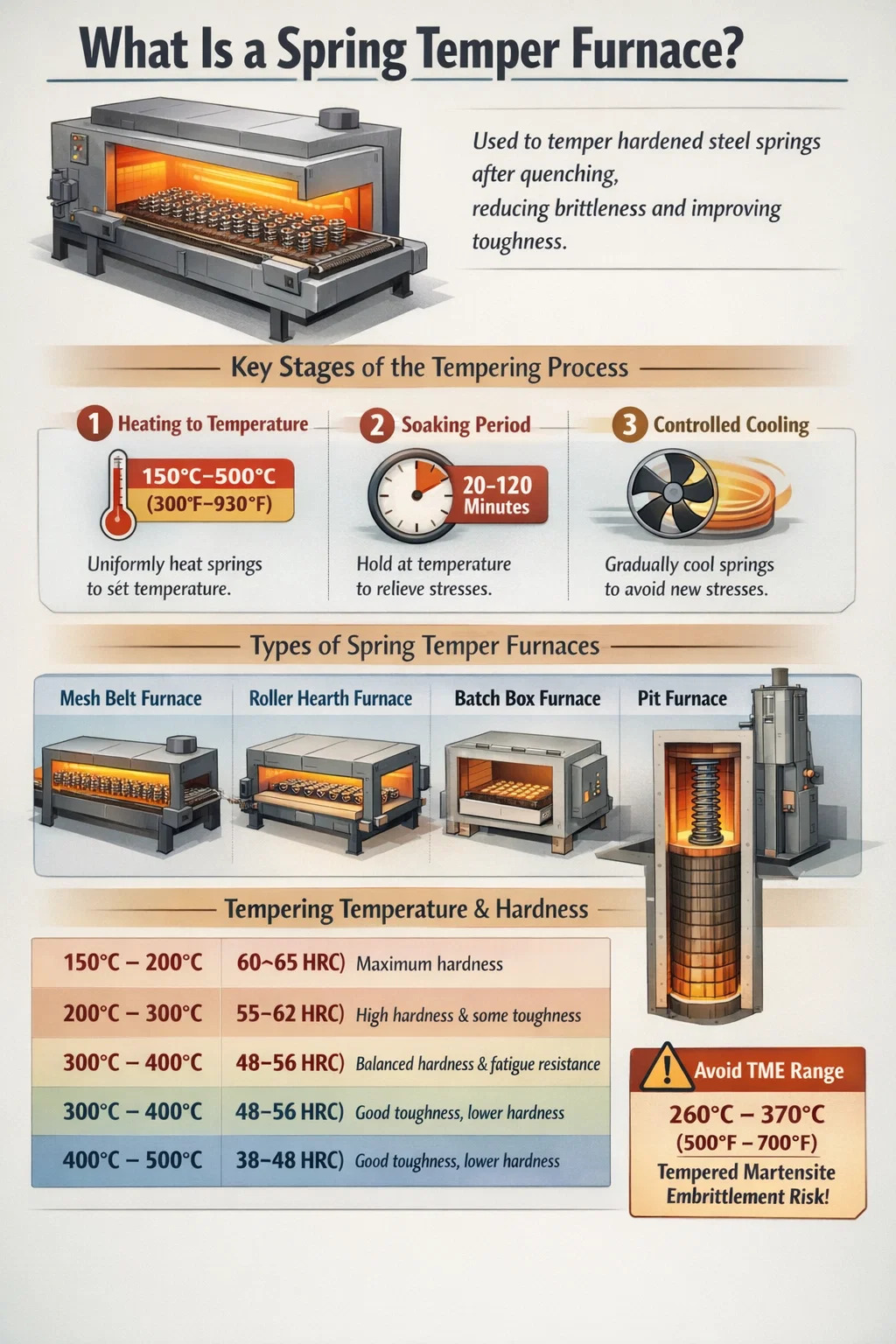
Ein Federhärteofen ist eine Art industrieller Wärmebehandlungsofen, der speziell zum Anlassen von Stahlfedern nach dem Härten entwickelt wurde. Seine Hauptaufgabe besteht darin, gehärteten Federstahl wieder auf eine kontrollierte Temperatur zu erwärmen – typischerweise zwischen 1 und 10 °C 150 °C und 500 °C (300 °F bis 930 °F) — Halten Sie es dodert für einen definierten Zeitraum und lassen Sie es dann kontrolliert abkühlen. Durch diesen Prozess werden die beim Abschrecken und Härten entstehenden inneren Spannungen abgebaut, die Härte auf einen bestimmten Bereich eingestellt und ein Grad an Zähigkeit und Elastizität wiederhergestellt, der sonst bei einer vollständig gehärteten Feder fehlen würde.
Ohne Anlassen ist eine gehärtete Feder spröde und neigt unter Belastung zu einem plötzlichen Bruch. Der Federtemperofen verwandelt eine harte, aber zerbrechliche Komponente in ein langlebiges, tragendes und ermüdungsbeständiges Teil, das über Millionen von Kompressions- oder Dehnungszyklen hinweg zuverlässig funktioniert.
In Produktionsumgebungen sind Federhärteöfen in der Automobilherstellung, der Luft- und Raumfahrtindustrie, der Herstellung von Präzisionsinstrumenten und im Schwermaschinenbau zu finden. Sie sind in verschiedenen Konfigurationen erhältlich – Durchlauföfen mit Gitterband, Rollenherdöfen, Kammeröfen und Grubenöfen –, die jeweils für unterschiedliche Federgeometrien, Produktionsmengen und Legierungsspezifikationen geeignet sind.
Das Funktionsprinzip eines Federtemperofens basiert auf präzisen Temperaturwechseln. Nachdem Stahlfedern gehärtet wurden – typischerweise durch Austenitisieren bei Temperaturen darüber 800 °C (1470 °F) und anschließendes schnelles Abschrecken in Öl, Wasser oder Polymer – die gebildete martensitische Mikrostruktur ist extrem hart, aber stark beansprucht und spröde. Beim Anlassen in einem Federtemperofen wird dieses Problem gelöst, indem eine Abfolge von metallurgischen Festkörperreaktionen ausgelöst wird.
Der Ofen erhitzt die Federlast gleichmäßig auf die Ziel-Anlasstemperatur. Gleichmäßigkeit ist entscheidend – ein gleichmäßiger Temperaturunterschied ±10°C Über die gesamte Last hinweg kann es zu inkonsistenten Härtewerten kommen. Hochwertige Öfen mit Federtemperierung nutzen mehrere unabhängig gesteuerte Heizzonen, erzwungene Konvektionsventilatoren und hochdichte Heizelemente oder Strahlungsrohre, um eine Temperaturgleichmäßigkeit innerhalb von ±5 °C in der gesamten Arbeitskammer zu erreichen.
Sobald die Zieltemperatur im gesamten Federquerschnitt erreicht ist, hält der Ofen diese Temperatur für die Haltezeit aufrecht. Durch das Einweichen beginnen die im Martensitgitter eingeschlossenen Kohlenstoffatome zu diffundieren und Karbidausscheidungen zu bilden. Durch diese Karbidausfällung wird die Gitterspannung verringert, die Sprödigkeit verringert und die Duktilität wiederhergestellt. Die Einweichzeiten variieren je nach Abschnittsdicke und Federgröße – bei kleinen Drahtfedern reicht dies möglicherweise aus 20 bis 30 Minuten , während schwere Schraubenfedern oder Torsionsstäbe erforderlich sein können 60 bis 120 Minuten oder mehr.
Nach dem Einweichen werden die Federn abgekühlt – entweder durch Luftkühlung im Ofen, durch einen Kühlvorraum mit kontrollierter Atmosphäre oder durch Abführung in die Umgebungsluft. Die Abkühlgeschwindigkeit nach dem Anlassen ist im Allgemeinen weniger kritisch als beim Härten, muss aber dennoch kontrolliert werden. Durch schnelles Abkühlen von der Anlasstemperatur können wieder Oberflächenspannungen entstehen, weshalb die meisten Federhärteöfen eine allmähliche Abkühlung ermöglichen, insbesondere bei größeren Federquerschnitten.
Viele Federtemperöfen arbeiten unter einer kontrollierten Atmosphäre – typischerweise Stickstoff, endothermes Gas oder eine Stickstoff-Methanol-Mischung – um Oberflächenoxidation und Entkohlung während des Temperzyklus zu verhindern. Oberflächenoxidation kann die Ermüdungslebensdauer und die Korrosionsbeständigkeit verschlechtern, zwei Eigenschaften, die bei Federanwendungen von größter Bedeutung sind. Schutzatmosphärenöfen erhöhen die Komplexität und die Kosten, gehören jedoch zur Standardausrüstung bei der Präzisionsfederherstellung für Ventilfedern für Kraftfahrzeuge, Federn für Flugzeugfahrwerke und Federn für chirurgische Instrumente.
Die in einem Federhärteofen gewählte Anlasstemperatur bestimmt direkt die endgültigen mechanischen Eigenschaften der fertigen Feder. Dies ist keine geringfügige Anpassung – ein Unterschied von 50°C Anlasstemperatur kann die Härte um 3 bis 6 HRC-Punkte verschieben und die Zugfestigkeits- und Dehnungswerte dramatisch verändern.
| Anlasstemperaturbereich | Typische Härte (HRC) | Wichtigstes Immobilienergebnis | Gemeinsame Frühlingsanwendung |
|---|---|---|---|
| 150 °C – 200 °C (300 °F – 390 °F) | 60 – 65 HRC | Maximale Härte, begrenzte Duktilität | Federn für Präzisionsinstrumente |
| 200 °C – 300 °C (390 °F – 570 °F) | 55 – 62 HRC | Hohe Härte mit etwas Zähigkeit | Wickelfedern, Schlossfedern |
| 300 °C – 400 °C (570 °F – 750 °F) | 48 – 56 HRC | Ausgewogene Härte und Ermüdungsbeständigkeit | Ventilfedern für Kraftfahrzeuge, Fahrwerksfedern |
| 400 °C – 500 °C (750 °F – 930 °F) | 38 – 48 HRC | Gute Zähigkeit, geringere Härte | Schwerlast-Schraubenfedern, Eisenbahnfedern |
Eine kritische Zone, die es zu vermeiden gilt, ist die Bereich der angelassenen Martensitversprödung (TME). , typischerweise zwischen 260 °C und 370 °C (500 °F bis 700 °F) . Das Anlassen innerhalb dieses Bereichs kann die Zähigkeit eher verringern als verbessern, ein Phänomen, das durch die Ausscheidung von Karbiden an früheren Austenitkorngrenzen verursacht wird. Verantwortungsbewusste Betreiber von Federtemperöfen gestalten ihre Temperzyklen so, dass sie entweder unterhalb oder über diesem Bereich bleiben, anstatt sich darin aufzuhalten. Dies ist einer der Gründe, warum Ventilfederspezifikationen für Kraftfahrzeuge häufig eine Temperierung bei oder über 380 °C bis 420 °C vorschreiben.
Die Federnindustrie verwendet mehrere unterschiedliche Ofenkonfigurationen für den Federhärteprozess. Jedes hat technische Vorteile, die es besser für bestimmte Federtypen, Produktionsmengen oder Legierungssysteme geeignet machen.
Der Gitterbandofen ist die gebräuchlichste Konfiguration bei der Herstellung von Federn in großen Stückzahlen. Die Federn werden auf ein Edelstahlnetzband geladen, das sie kontinuierlich durch die Heiz-, Einweich- und Kühlzonen transportiert. Produktionsraten können erreicht werden 500 bis 2.000 kg/Stunde abhängig von der Ofenlänge und -breite. Bandgeschwindigkeiten und Zonentemperaturen sind unabhängig voneinander einstellbar, was eine präzise Steuerung der Einweichzeit und des Temperaturprofils ermöglicht. Gitterbandöfen sind ideal für kleine bis mittelgroße Schraubenfedern, Drahtformfedern und Flachfedern. Die größte Einschränkung besteht darin, dass überdimensionierte oder schwere Federn den Riemen mit der Zeit verformen können.
Rollenherdöfen verwenden wassergekühlte oder legierte Rollen, um Federn auf Tabletts oder Vorrichtungen durch den Ofen zu transportieren. Sie bewältigen schwerere Lasten als Netzbandsysteme, nehmen größere Federpakete auf und ermöglichen eine präzisere Atmosphärenkontrolle. Diese Öfen werden häufig zum Tempern von Aufhängungsspulen, Stabilisatoren und Torsionsfedern für Kraftfahrzeuge verwendet. Die Arbeitstemperaturen reichen von Umgebungstemperatur bis zu 700 °C (1290 °F) in den meisten Rollenherdkonstruktionen, wobei in modernen Systemen eine sehr enge Temperaturgleichmäßigkeit – typischerweise ±4 °C – erreichbar ist.
Kammeröfen werden mit einer festen Ladung Federn beladen, auf Temperatur gebracht, eingeweicht und dann entladen. Sie bieten maximale Flexibilität – derselbe Ofen kann in verschiedenen Schichten eine große Vielfalt an Federgrößen und -spezifikationen verarbeiten. Dies macht sie in Lohnfertigungsbetrieben und Produktionsumgebungen mit mittlerem Volumen beliebt. Der Nachteil ist ein geringerer Durchsatz und die Notwendigkeit einer thermischen Haltezeit, die lang genug ist, um eine gleichmäßige Temperatur über die gesamte Charge hinweg sicherzustellen. Typischerweise ist ein gut konzipierter Kammerofen für das Federhärten vorhanden Zwangsumluftventilatoren um eine Temperaturgleichmäßigkeit innerhalb von ±5 °C zu gewährleisten, selbst wenn es mit einer dichten Ladung beladen wird.
Für lange Federn, Torsionsstäbe oder Blattfederbündel, die sich nicht einfach flach legen lassen, bieten vertikale Schachtöfen eine praktische Lösung. Die Feder bzw. das Federpaket wird vertikal im Ofenraum aufgehängt. Dies verhindert eine Verformung durch die Schwerkraft, die beim Härten langer Stäbe oder mehrblättriger Federpakete ein echtes Problem darstellt. Grubenöfen zum Federhärten werden typischerweise mit Gas befeuert und können bis zu einer Tiefe von 500 m reichen 2 bis 6 Meter und bietet Platz für sehr lange Komponenten auf kompakter Grundfläche.
Salzbad-Temperöfen verwenden geschmolzene Nitrat- oder Chloridsalze als Heizmedium. Die Quellen werden in das flüssige Salzbad getaucht, das sorgt extrem schnelle und gleichmäßige Wärmeübertragung – weitaus schneller als Luftkonvektion. Dies führt zu sehr kurzen Zykluszeiten und einer hervorragenden Temperaturkonstanz. Besonders geschätzt werden Salzbadöfen zum Härten von Präzisionsfedern, bei denen enge Härtetoleranzen (±1 HRC) erforderlich sind. Die größten betrieblichen Herausforderungen sind das Salzkontaminationsmanagement, die Rauchabsaugung und das Gefahrenpotenzial geschmolzener Salze bei Betriebstemperaturen von 160 °C bis 550 °C.
Wenn man weiß, was sich in einem federtemperierten Ofen befindet, kann man verstehen, warum einige Öfen bessere Ergebnisse liefern als andere. Jede Komponente trägt zur Temperaturgleichmäßigkeit, Atmosphärenintegrität und Wiederholbarkeit bei, die die endgültige Federqualität bestimmen.
Das Verfahren zum Härten von Federn ist keine Einheitslösung. Verschiedene Federstahllegierungen reagieren unterschiedlich auf die Wärmebehandlung, und der Federhärteofen muss mit dem richtigen Temperaturprofil für die jeweilige zu verarbeitende Legierung eingerichtet werden.
Stähle mit hohem Kohlenstoffgehalt sind die gebräuchlichsten Federmaterialien und die Hauptziele für Federhärteöfen. Ihr Kohlenstoffgehalt beträgt 0,60 % bis 1,00 % verleiht ihnen die Fähigkeit, nach dem Abschrecken eine sehr hohe Härte zu erreichen. Diese Sorten werden typischerweise zwischen 200 °C und 400 °C angelassen. Bei 300 °C erreicht 1080-Federstahl typischerweise eine Zugfestigkeit von etwa 1.800 bis 2.000 MPa mit einer Härte im Bereich von 52 bis 57 HRC.
Silizium-Chrom-Legierungen bieten einen hervorragenden Widerstand gegen Entspannung unter Last – eine entscheidende Eigenschaft für Ventilfedern und Aufhängungsfedern. Diese Qualitäten werden typischerweise oft bei höheren Temperaturen angelassen 420°C bis 480°C , um die durch Silizium und Chrom bereitgestellten Verstärkungsmechanismen vollständig zu aktivieren. Bei diesen Temperaturen muss der Federtemperofen eine sehr hohe Gleichmäßigkeit aufrechterhalten, da die Temperierungsreaktionskurve steil ist – kleine Temperaturabweichungen führen zu einer spürbaren Härtestreuung.
6150 ist eine beliebte Legierung für Schraubenfedern und Flachfedern im Automobil- und Industriebereich. Vanadiumzusätze verfeinern die Kornstruktur und erhöhen die Härtbarkeit. Anlasstemperaturen von 400°C bis 500°C sind typisch, was zu Zugfestigkeiten im Bereich von führt 1.600 bis 1.900 MPa Abhängig von der Abschnittsgröße und der spezifischen Anlasstemperatur.
Rostfreie Federstähle bedürfen besonderer Beachtung. Ausscheidungshärtungssorten wie 17-7 PH werden üblicherweise durch Alterungsbehandlungen bei bestimmten Temperaturen gestärkt 480°C (Bedingung CH900) or 510°C (Bedingung RH950) – und nicht durch den herkömmlichen Abschreck- und Temperzyklus. Federhärteöfen für rostfreie Federn müssen eine sehr genaue Atmosphärenkontrolle ermöglichen, um eine Chromverarmung an der Oberfläche zu verhindern, die die Korrosionsbeständigkeit beeinträchtigen würde.
Ein Federtemperofen ist nur so gut wie das ihn umgebende Qualitätskontrollsystem. Federhersteller, die nach Qualitätsstandards der Automobil- oder Luft- und Raumfahrtindustrie arbeiten, unterliegen strengen Prozesskontrollen bei ihren Temperiervorgängen.
Die meisten Luft- und Raumfahrt- und Automobilspezifikationen erfordern regelmäßige Überprüfungen der Temperaturgleichmäßigkeit des Federtemperofens, die in der Regel vierteljährlich durchgeführt werden. In einem TUS werden kalibrierte Thermoelemente an mehreren Positionen im Arbeitsbereich platziert und der Ofen wird mit dem Standard-Betriebssollwert betrieben. Die maximal zulässige Abweichung über alle Messpunkte hinweg muss innerhalb eines bestimmten Bereichs liegen – üblicherweise ±5°C für Öfen der Klasse 2 gemäß AMS 2750 (Nadcap-Pyrometriestandard). Öfen, die die TUS-Anforderungen nicht erfüllen, müssen vor der Wiederinbetriebnahme neu kalibriert oder repariert werden.
Zusätzlich zum TUS werden Ofentemperaturkontrollinstrumente anhand von Systemgenauigkeitstests, die monatlich oder in bestimmten Abständen durchgeführt werden, anhand kalibrierter Referenzthermoelemente verifiziert. Dadurch wird sichergestellt, dass der von der Ofensteuerung angezeigte Temperaturwert tatsächlich mit der tatsächlichen Temperatur im Arbeitsbereich übereinstimmt.
Nach jedem Temperdurchlauf werden die Musterfedern auf ihre Härte geprüft – typischerweise mit der Rockwell-C-Skala – um sicherzustellen, dass die Charge den angegebenen Härtebereich erreicht hat. In den Spezifikationen für Ventilfedern für Kraftfahrzeuge wird beispielsweise üblicherweise eine Härte von gefordert 47 bis 52 HRC , und die gesamte Charge kann abgelehnt werden, wenn Proben außerhalb dieses Fensters liegen.
Für kritische Anwendungen werden Federn, die aus gehärteten Chargen entnommen wurden, einem Belastungs-Durchbiegungstest unterzogen, um die Federrate und die freie Länge zu bestätigen, sowie einem Ermüdungstest, um sicherzustellen, dass der Anlasszyklus zu einer ausreichenden Ermüdungslebensdauer geführt hat. Ventilfedern für Kraftfahrzeuge, die in Hochleistungsmotoren verwendet werden, werden routinemäßig getestet 10 Millionen Zyklen oder mehr ohne Ausfall bei bestimmten Belastungsniveaus.
Auch bei gut gewarteten Federtemperöfen kann es zu Problemen kommen, die die Produktqualität beeinträchtigen. Die Identifizierung dieser Probleme und ihrer Grundursachen ist für eine konsistente Produktion von entscheidender Bedeutung.
Moderne Federtemperöfen sind deutlich energieeffizienter als Anlagen von vor 20 Jahren. Fortschritte bei Isoliermaterialien, Heizelementtechnologie und Verbrennungssystemen haben den spezifischen Energieverbrauch erheblich gesenkt.
Keramikfaser-Auskleidungsmodule reduzieren die Wärmespeicherung und den Wärmeverlust der Ofenwand im Vergleich zu dichten feuerfesten Steinen. Bei einer Umrüstung von Ziegel- auf Keramikfaserisolierung werden Energieeinsparungen erzielt 20 % bis 40 % Häufig wird über kürzere Aufheizzeiten berichtet, die die Verfügbarkeit und den Durchsatz des Ofens erhöhen.
Durch den Einbau von Frequenzumrichtern (VFDs) in Umluftgebläsemotoren und Förderbandantriebe können die Lüftergeschwindigkeit und die Bandgeschwindigkeit genau an die Produktionsrate und Federlast angepasst werden, wodurch unnötiger Energieverbrauch während Leerlaufzeiten oder Teillasten reduziert wird.
In gasbefeuerten Quellöfen gewinnen Rekuperatoren oder regenerative Brennersysteme Wärme aus Abgasen zurück und nutzen diese zur Vorwärmung der Verbrennungsluft. Rekuperatorsysteme können die Verbrennungslufttemperatur auf erhöhen 400°C bis 600°C , Reduzierung des Kraftstoffverbrauchs um 25 % bis 35 % im Vergleich zur Kaltluftverbrennung.
Moderne Federtemperöfen verfügen zunehmend über Datenprotokollierung, SCADA-Integration und sogar auf maschinellem Lernen basierende vorausschauende Wartung. Durch die kontinuierliche Überwachung des Elementwiderstands, des Lüftermotorstroms, der Thermoelement-Kalibrierungsdrift und der Atmosphärenzusammensetzung können Wartungsteams Eingriffe planen, bevor Ausfälle auftreten. Dadurch werden ungeplante Ausfallzeiten reduziert, die Produktionspläne stören und teilweise temperierte Federchargen Qualitätsrisiken aussetzen können.
Federhärten wird manchmal mit Spannungsarmglühen und Glühen verwechselt. Dabei handelt es sich um verwandte, aber unterschiedliche Wärmebehandlungsprozesse, und die Unterschiede sind bei der Federherstellung von erheblicher Bedeutung.
| Prozess | Temperaturbereich | Zweck | Auswirkung auf die Härte |
|---|---|---|---|
| Frühlingstemperierung | 150°C – 500°C | Verringern Sie die Sprödigkeit nach dem Aushärten und stellen Sie die endgültigen mechanischen Eigenschaften ein | Reduziert die Härte vom abgeschreckten Zustand auf den angegebenen Zielwert |
| Stressabbauend | 120°C – 250°C | Entfernen Sie Windungs- oder Windungsspannungen von kaltgeformten Federn | Minimale Härteänderung |
| Glühen | 700°C – 900°C | Vollständig erweichter Stahl zum Umformen oder Bearbeiten | Starke Reduzierung – führt zu sehr weichem Material |
Kalt gewickelte Federn aus vorgehärtetem Draht (z. B. Musikdraht oder hartgezogener Draht) werden in der Regel eher einer Entspannung als einer vollständigen Vergütung unterzogen, da der Draht bereits im Drahtwerk angelassen wurde. Die Stressabbau-Behandlung bei 20 bis 30 Minuten bei 120 °C bis 230 °C beseitigt Windungsspannungen und stabilisiert die Federgeometrie, ohne die Härte wesentlich zu verändern. Im Gegensatz dazu werden warm gewickelte Federn oberhalb der kritischen Umwandlungstemperatur gewickelt und müssen nach der Umformung in einem Federanlassofen vollständig gehärtet und angelassen werden.
Bei der Auswahl eines Federtemperofens müssen mehrere betriebliche Anforderungen berücksichtigt werden. Die falsche Wahl führt entweder zu schlechter Federqualität oder zu einer teuren Überkapazitätsinvestition.

TK-13200, TK-7230 TK-13200、 TK-7230 12-ACHSIGE CNC-FEDERWICKELMASCHINE ...
See Details
TK-13200, TK-7230 TK-13200、 TK-7230 12-ACHSIGE CNC-FEDERWICKELMASCHINE ...
See Details
TK12120 TK-12120 12 ACHSEN CNC-FEDERWICKELMASCHINE ...
See Details
TK-6160 TK-6160 CNC-FEDERWALZMASCHINE ...
See Details
TK-6120 TK-6120 CNC-FEDERWALZMASCHINE ...
See Details
TK-5200 TK-5200 5-ACHSEN-CNC-FEDERWICKELMASCHINE ...
See Details
TK-5160 TK-5160 5-ACHSEN-CNC-FEDERWICKELMASCHINE ...
See Details
TK-5120 TK-5120 5-ACHSEN-CNC-FEDERWICKELMASCHINE ...
See DetailsMobiler QR-Code

 Language
Language  中文简体
中文简体

