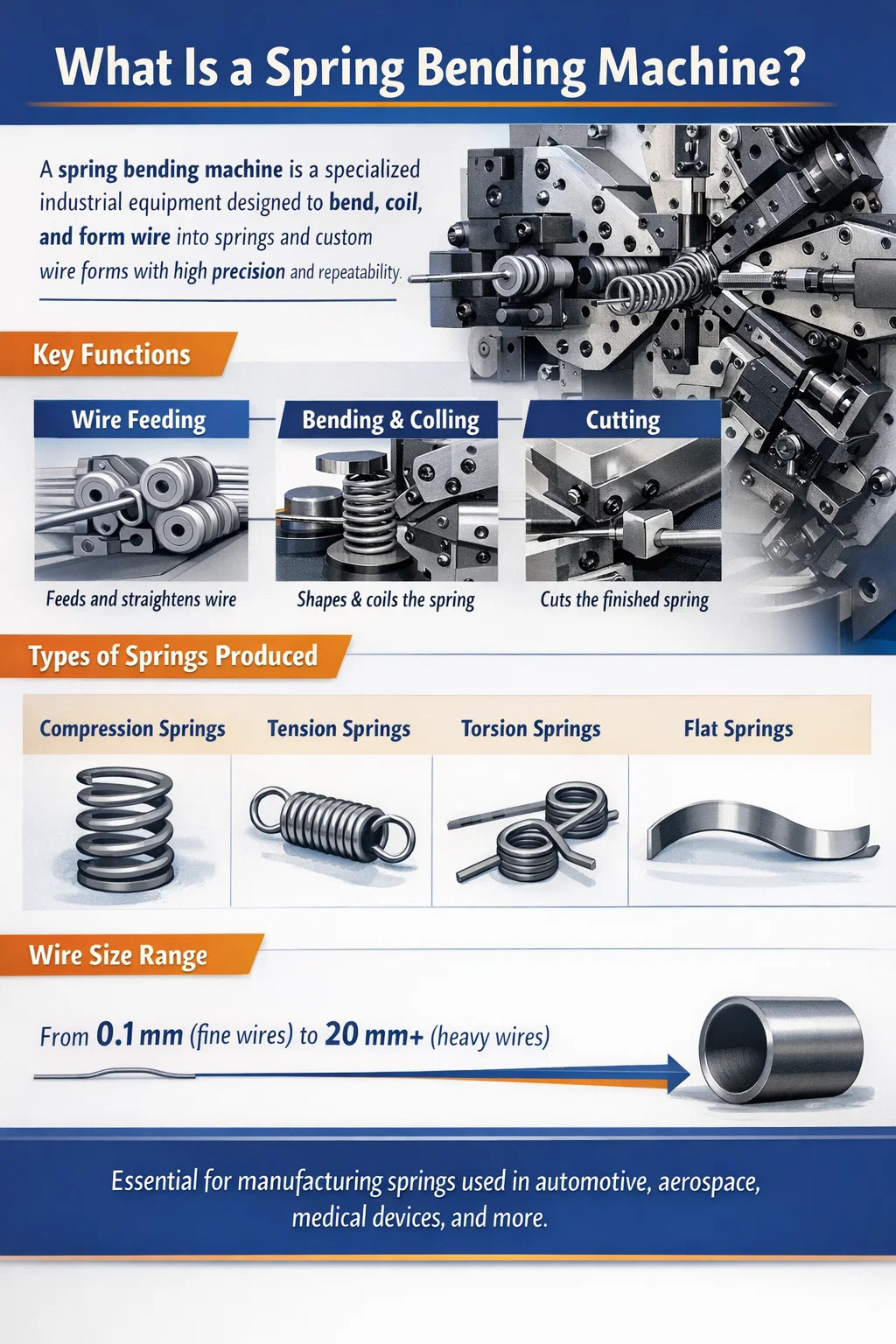
A Federbiegemaschine ist eine spezielle Industrieanlage zum Biegen, Aufwickeln und Formen von Draht- oder Bandmaterial zu Federn und federähnlichen Bauteilen. Es steuert Form, Steigung, Durchmesser und Endkonfiguration jeder Feder durch eine Kombination aus Vorschub-, Biege- und Schneidmechanismen. Im Gegensatz zu Allzweck-Drahtformmaschinen ist eine Federbiegemaschine speziell für die Herstellung von Druckfedern, Zugfedern, Torsionsfedern, Flachfedern und kundenspezifisch geformten Drahtformen mit hoher Wiederholgenauigkeit und minimalem manuellen Eingriff optimiert.
Federbiegemaschinen verarbeiten Drahtdurchmesser von bis zu 0,1 mm (für elektronische Präzisionsfedern) bis zu einer Dicke von 20 mm oder mehr (für schwere Industrie-Aufhängungsfedern). Bei CNC-gesteuerten Modellen kann eine einzelne Maschine Hunderte von Teileprogrammen speichern und innerhalb von Minuten zwischen Federtypen wechseln, was sie zu einem Eckpfeiler der modernen Federherstellung macht.
Die weltweite Federherstellungsindustrie ist beträchtlich. Federn werden in praktisch jedem mechanischen Produkt verwendet – von Kugelschreibern und medizinischen Geräten bis hin zu Automobilaufhängungen und Aktuatoren für die Luft- und Raumfahrt. Der Frühlingsmarkt wurde mit über bewertet 24 Milliarden US-Dollar im Jahr 2023 und Federbiegemaschinen sind die wichtigsten Produktionswerkzeuge für diese Produktion. Für jeden, der an der Herstellung, Beschaffung oder Konstruktion von Federn beteiligt ist, ist es wichtig zu verstehen, was diese Maschinen sind und wie sie funktionieren.
Das Funktionsprinzip einer Federbiegemaschine beruht auf drei aufeinander abgestimmten Vorgängen: Drahtvorschub, kontrolliertes Biegen und Schneiden . Diese drei Funktionen sind präzise zeitlich abgestimmt und aufeinander abgestimmt, um in einem einzigen kontinuierlichen Arbeitsgang eine vollständige Feder herzustellen. So funktioniert jede Phase:
Draht wird von einer Spule (oder einem Richtstangenvorschubgerät für schwereren Draht) abgezogen und durch eine Reihe von Richtrollen geführt. Diese Rollen entfernen die natürliche Krümmung („set“) von der Drahtspule, sodass der Draht in einer geraden, gleichmäßigen Linie in die Biegezone eintritt. Die Richteinheit besteht typischerweise aus zwei Rollensätzen, die im 90-Grad-Winkel zueinander angeordnet sind – ein Satz korrigiert die horizontale Ebene, der andere korrigiert die vertikale Ebene.
Nach dem Richten greift ein Paar servoangetriebener Vorschubrollen den Draht und schiebt ihn mit kontrollierter Geschwindigkeit und Länge vorwärts. Die Vorschublänge bestimmt, wo jede Biegung im Verhältnis zur vorherigen auftritt, was direkt die Steigung, die Körperlänge und die Endgeometrie der Feder steuert. Bei CNC-Federbiegemaschinen ist der Vorschub-Servomotor so programmiert, dass er präzise Inkremente liefert – manchmal sogar genau ±0,01 mm pro Vorschubschritt .
Während der Draht vorwärts geführt wird, berührt er Biegewerkzeuge (auch Biegefinger, Wickelstifte oder Tonhöhe-Werkzeuge genannt), die ihn in die gewünschte Form biegen. Bei der Herstellung von Spiralfedern wird der Draht um einen Wickelpunkt (einen gehärteten Stahlstift oder Dorn) umgelenkt, um die spiralförmige Spirale zu erzeugen. Die Position des Wickelpunktes relativ zum Drahtweg bestimmt den Spulendurchmesser. Das Pitch-Werkzeug – axial entlang des Drahtes positioniert – steuert den Abstand zwischen benachbarten Spulen.
Die Biegewerkzeuge sind auf Schlitten oder Nocken montiert, die von Servomotoren (bei CNC-Maschinen) oder mechanischen Nocken (bei Kurvenmaschinen) angetrieben werden. In einer CNC-Federbiegemaschine kann jede Biegeachse unabhängig programmiert werden, um sich zu jedem Zeitpunkt während des Drahtvorschubzyklus in jede Position zu bewegen. Dadurch kann die Maschine Federn mit variabler Steigung, tonnenförmige Federn, konische Federn und komplexe 3D-Drahtformen herstellen – alles in einer einzigen Aufspannung.
Bei Torsionsfedern und anderen Nicht-Spiralfedern führen Biegefinger eine präzise Winkelbiegung an bestimmten Punkten entlang des Drahtes durch. Die Maschine führt eine festgelegte Länge zu, biegt in einem programmierten Winkel, führt erneut vor, biegt erneut – und wiederholt dies, bis die vollständige Federgeometrie fertiggestellt ist. Biegewinkel können gesteuert werden ±0,5 Grad oder besser auf hochwertigen CNC-Maschinen.
Sobald die programmierte Federgeometrie vollständig ist, trennt ein Schneidmechanismus den Draht, um die fertige Feder vom eingehenden Draht zu trennen. Der Fräser ist typischerweise eine Klinge aus gehärtetem Stahl, die von einer Nocken- oder Servoachse angetrieben wird. Der Schnitt muss sauber und gratfrei sein, um Funktionsstörungen zu vermeiden – insbesondere bei Druckfedern, bei denen die Endwindungen flach auf einer Oberfläche aufliegen müssen. Einige Maschinen verfügen über eine spezielle Endenformstation, die die abgeschnittenen Enden nach dem Schneiden schleift oder glättet und so geschlossene und geschliffene Enden erzeugt, die für Präzisionsdruckfedern erforderlich sind.
Ein entscheidender Aspekt des Funktionsprinzips der Federbiegemaschine ist die Handhabung Rückfederung — die elastische Erholung des Drahtes nach dem Biegen. Wenn ein Draht gebogen wird, verformt er sich sowohl plastisch (dauerhaft) als auch elastisch. Wenn die Biegekraft nachlässt, erholt sich der elastische Teil, wodurch der Draht teilweise in seine ursprüngliche Form zurückfedert. Ohne Kompensation hat die fertige Feder einen größeren Durchmesser und eine andere Steigung als programmiert.
Die Rückfederung hängt vom Drahtmaterial (Edelstahl federt stärker zurück als Weichstahl), dem Drahtdurchmesser, dem Härtezustand und dem Biegeradius ab. CNC-Federbiegemaschinen kompensieren die Rückfederung durch Überbiegen, indem sie die Position des Biegewerkzeugs um einen berechneten Versatz über das Nennziel hinaus einstellen. Bei modernen Maschinen passen automatische Rückfederungsmess- und Kompensationssysteme die Werkzeugpositionen kontinuierlich auf der Grundlage der gemessenen Federabmessungen der vorherigen Teile an.
Federbiegemaschinen sind keine einzelne Kategorie. Es gibt mehrere unterschiedliche Maschinentypen, die jeweils für unterschiedliche Federtypen, Produktionsmengen, Drahtgrößen und Komplexitätsgrade geeignet sind. Die Wahl des richtigen Maschinentyps ist ebenso wichtig wie die richtige Programmierung.
Kurvenwickelmaschinen sind das traditionelle Arbeitstier bei der Produktion von Federn in großen Stückzahlen. Alle Achsbewegungen werden durch mechanische Nocken angetrieben, die auf einer rotierenden Nockenwelle montiert sind. Die Nocken sind profiliert, um die gewünschte Federgeometrie zu erzeugen, und eine Änderung des Federdesigns erfordert einen physischen Austausch oder eine Anpassung der Nocken. Während das Einrichten zeitaufwändig ist, laufen Kurvenmaschinen mit sehr hohen Geschwindigkeiten – einige Modelle können produzieren bis zu 500 Druckfedern pro Minute – Damit eignen sie sich ideal für große Produktionsserien eines einzelnen Federdesigns. Sie sind robust, zuverlässig und relativ kostengünstig in der Wartung.
CNC-Federwindemaschinen (Computer Numerical Control) ersetzen mechanische Nocken durch Servomotoren auf jeder Achse. Jede Achse (Spulendurchmesser, Steigung, Vorschub, Schnitt) ist über einen Touchscreen-Controller unabhängig programmierbar. Der Wechsel von einer Federkonstruktion zur anderen erfolgt durch Laden eines anderen Programms – eine mechanische Umstellung ist nicht erforderlich. CNC-Wickelmaschinen verfügen in der Regel über Folgendes 4 bis 8 CNC-Achsen und kann Druck-, Zug- und Federn mit variabler Steigung herstellen. Die Produktionsgeschwindigkeiten liegen je nach Federkomplexität und Drahtdurchmesser zwischen 30 und 200 Teilen pro Minute.
Dieser oft als CNC-Drahtbiegemaschine oder CNC-Drahtformer bezeichnete Typ unterscheidet sich von Wickelmaschinen dadurch, dass er Draht in drei Dimensionen biegen und nicht nur zu einer Spirale aufwickeln kann. Mit 8 bis 16 oder mehr CNC-Achsen Mit diesen Maschinen können komplexe 3D-Drahtformen wie Torsionsfedern mit bestimmten Armwinkeln, Drahtklammern, Halterungen, Griffe und kundenspezifische Drahtbaugruppen hergestellt werden. Der Draht kann in jede Richtung gebogen, gedreht und in praktisch jede beliebige Form gebracht werden. Bei diesen Maschinen handelt es sich um die vielseitigsten Maschinentypen, die für die kundenspezifische Herstellung von Feder- und Drahtformen unerlässlich sind.
Flachfederbiegemaschinen (auch Bandformmaschinen oder Flachdrahtfedermaschinen genannt) sind für die Umformung von Flachdraht oder Metallstreifen zu Blattfedern, Flachschraubenfedern, Wickelfedern und gestanzten und geformten Flachfederkomponenten konzipiert. Sie führen flaches Bandmaterial durch profilierte Rollen und Biegematrizen, die das Band in horizontaler und vertikaler Ebene formen. Diese Maschinen werden häufig bei der Herstellung von Uhrfedern, Blattfederklammern für Kraftfahrzeuge und elektrischen Kontaktfedern eingesetzt.
Torsionsfedermaschinen sind eine spezielle Variante von CNC-Federbiegemaschinen, die für die Herstellung von Torsionsfedern optimiert sind – Federn, die Energie speichern, indem sie gedreht und nicht gestaucht oder gedehnt werden. Sie verfügen über spezielle Armbiegewerkzeuge, mit denen das Bein/der Arm der Feder in präzisen Winkeln gebogen werden kann (üblicherweise 90°, 180° oder benutzerdefinierte Winkel). Zuerst wird die Körperspule gewickelt, dann werden die Arme angewinkelt. Torsionsfedermaschinen müssen die Schenkellänge, den Schenkelwinkel und die Windungsrichtung (Rechts- oder Linkswicklung) präzise steuern.
| Maschinentyp | Federtypen hergestellt | Typischer Drahtbereich | Produktionsgeschwindigkeit | Umstellung |
|---|---|---|---|---|
| Nockenwickler | Komprimierung, Erweiterung | 0,2–8 mm | Bis zu 500 ppm | Lang (Cam-Tausch) |
| CNC-Wickelmaschine | Komprimierung, Erweiterung, variable pitch | 0,1–20 mm | 30–200 ppm | Kurz (Programm laden) |
| CNC-Drahtformer | Torsion, 3D-Drahtformen, kundenspezifisch | 0,3–12 mm | 10–80 ppm | Kurz (Programm laden) |
| Flache Federmaschine | Blattfedern, Flachspule, Kontaktfedern | Flachband 0,1–5 mm | 20–150 ppm | Mittel |
| Torsionsfedermaschine | Torsionsfedern | 0,2–10 mm | 20–120 ppm | Kurz (Programm laden) |
Das Verständnis der einzelnen Hauptkomponenten hilft dem Bediener dabei, die Maschine richtig einzurichten, Fehler zu beheben und die Ausrüstung in gutem Zustand zu halten. Hier sind die Kernkomponenten, die in den meisten Federbiege- und Wickelmaschinen zu finden sind:
Federbiegemaschinen können ein breites Spektrum an Federtypen herstellen. Jeder Typ hat unterschiedliche Geometrie-, Funktions- und Fertigungsanforderungen. Hier finden Sie eine detaillierte Übersicht über die gängigsten Federtypen und deren Herstellung:
Druckfedern sind Schraubenfedern mit offener Spirale, die Druckkräften (Druckkräften) standhalten. Sie sind der weltweit am häufigsten hergestellte Federtyp und werden in allen Bereichen verwendet, von Kugelschreibern bis hin zu Ventiltrieben für Kraftfahrzeuge. Sie werden hergestellt, indem Draht zu einer Spirale mit gleichmäßiger Steigung gewickelt wird. Zu den wichtigsten Parametern gehören die freie Länge, der Spulendurchmesser (Außen- und Innendurchmesser), der Drahtdurchmesser, die Anzahl der aktiven Spulen und der Endtyp (offen, geschlossen, offener Boden, geschlossener Boden). Geschlossene und geerdete Enden erfordern nach dem Aufwickeln einen zweiten Schleifvorgang, bei dem die Endspulen auf einer Scheibe oder einem spitzenlosen Schleifer flach geschliffen werden, um eine stabile Sitzfläche zu schaffen.
Zugfedern sind eng gewickelte Schraubenfedern, die Zugkräften standhalten. Sie werden auf Wickelmaschinen mit einer speziellen Hakenformstation hergestellt, die das Drahtende zur Befestigung in eine Schlaufe oder einen Haken biegt. Die Körperspulen sind mit einer Steigung von Null gewickelt (Spulen berühren sich), um eine Anfangsspannung zu erzeugen – eine Vorspannung, die überwunden werden muss, bevor sich die Feder zu dehnen beginnt. Zu den gängigen Hakentypen gehören Maschinenhaken, deutsche Haken und Kreuzhaken, die jeweils durch spezifische Biegewerkzeugsequenzen gebildet werden, die in der CNC-Steuerung programmiert sind.
Torsionsfedern speichern Rotationsenergie, indem sie verdreht werden. Sie bestehen aus einem gewundenen Körper mit zwei ausgestreckten Armen (Beinen). Die Feder übt ein Drehmoment proportional zum Verdrehwinkel aus. Sie werden auf CNC-Drahtformmaschinen oder speziellen Torsionsfedermaschinen hergestellt, bei denen der Körper aufgewickelt und dann die Arme im angegebenen Winkel gebogen werden. Zu den üblichen Anwendungen gehören Wäscheklammern, Mausefallen, Gegengewichtssysteme für Garagentore und Präzisionsinstrumente. Der Winkel zwischen den beiden Armen – der „Torsionswinkel“ – muss eingehalten werden ±1° oder enger für Präzisionsanwendungen.
Flachfedern bestehen nicht aus Runddraht, sondern aus Flachdraht oder Metallstreifen. Dazu gehören Blattfedern (wie sie in Fahrzeugaufhängungen verwendet werden), Wickel- und Kraftfedern (aus Band gewickelte flache Schraubenfedern), Auslegerfedern und elektrische Kontaktfedern. Flachfederbiegemaschinen formen das Band durch Profilwalzen und Biegematrizen. Die Dickentoleranzen für Präzisions-Flachfedern können sehr eng sein ±0,01 mm , was sowohl präzises Bandmaterial als auch eine gut gewartete Maschine erfordert.
Über klassische Federformen hinaus können CNC-Federbiegemaschinen – insbesondere mehrachsige CNC-Drahtformer – praktisch jede Form aus Draht herstellen: Clips, Halteringe, Brackets, Griffe, medizinische Führungsdrähte, kieferorthopädische Drähte und komplexe 3D-Drahtbaugruppen. Diese Teile speichern möglicherweise keine elastische Energie (also technisch gesehen keine Federn), werden aber auf Federbiegemaschinen nach dem gleichen Vorschub-Biege-Schnitt-Arbeitsprinzip hergestellt.
Die Wahl des Drahtmaterials hat erheblichen Einfluss auf die Leistung der Feder, die Maschineneinstellung und den erforderlichen Rückfederungsausgleich. Unterschiedliche Materialien haben unterschiedliche Elastizitätsmodule, Zugfestigkeiten und Rückfederungseigenschaften. Hier sind die am häufigsten von Federbiegemaschinen verarbeiteten Drahtmaterialien:
Das korrekte Einrichten und Bedienen einer Federbiegemaschine erfordert eine systematische Vorgehensweise. Hier ist der typische Ablauf für die Einrichtung einer CNC-Federwickelmaschine zur Herstellung einer neuen Druckfeder:
Federingenieure und Maschinenbediener müssen den Zusammenhang zwischen Maschineneinstellungen und Federparametern verstehen. So werden die kritischsten Federabmessungen auf einer CNC-Federbiegemaschine kontrolliert:
| Federparameter | Maschinensteuerung | Typische Toleranz erreichbar | Schlüsselfaktoren, die die Genauigkeit beeinflussen |
|---|---|---|---|
| Spulenaußendurchmesser (OD) | Position des Aufwickelpunkts | ±0,05–0,2 mm | Rückfederung, Variation des Drahtdurchmessers |
| Freie Länge | Drahtvorschublänge pro Feder | ±0,1–0,5 mm | Schlupf der Vorschubwalze, Drahtdehnung |
| Pitch | Pitch-Werkzeugposition | ±0,05–0,2 mm | Rückfederung, Drahtsteifigkeit |
| Anzahl der Spulen | Drahtvorschublänge und Schnittzeitpunkt | ±0,1–0,5 Spulen | Reduzieren Sie das Timing und die Tonhöhenkonsistenz |
| Federrate | Indirekt (Außendurchmesser, Steigung, Spulenanzahl) | ±5–10 % | Variation des Drahtmoduls, alle Geometrien |
| Armwinkel (Torsion) | Winkel des Biegewerkzeugs | ±0,5–2° | Winkelrückfederung, Drahthärte |
Die Umstellung von manuellen und nockenförmigen Federmaschinen auf vollständig CNC-gesteuerte Federbiegemaschinen war eine der bedeutendsten Veränderungen in der Federherstellung in den letzten 30 Jahren. Die Vorteile von CNC sind in Produktionsumgebungen überzeugend und gut dokumentiert:
Selbst gut eingerichtete Federbiegemaschinen produzieren fehlerhafte Teile, wenn die Prozessbedingungen abweichen. Das Erkennen häufiger Fehler und ihrer Ursachen ist für die Aufrechterhaltung der Qualität von entscheidender Bedeutung:
In der Federbiegemaschinenindustrie gibt es eine relativ kleine Anzahl etablierter Hersteller, die meisten davon mit Sitz in Europa und Asien. Hier sind einige der bekanntesten Namen der Branche:
Die Maschinenpreise variieren je nach Kapazität enorm. Eine einfache CNC-Federwickelmaschine für Standarddrahtgrößen kann bei beginnen 30.000–80.000 USD , während eine hochwertige mehrachsige CNC-Drahtformmaschine eines europäischen Premiumherstellers diese übertreffen kann 300.000–500.000 USD wenn sie vollständig bestückt und mit automatischen Inspektionssystemen ausgestattet sind.
Federn gehören zu den am häufigsten verwendeten mechanischen Bauteilen. Federbiegemaschinen sind direkt für die Herstellung der Federn verantwortlich, die in einer außergewöhnlichen Bandbreite von Branchen und Produkten eingesetzt werden:
Federbiegemaschinen umfassen sich schnell drehende und hin- und herbewegende Teile, Hochspannungsdraht und scharfe Schneidwerkzeuge. Angemessene Sicherheitspraktiken schützen Bediener und gewährleisten die Zuverlässigkeit der Maschine:

TK-13200, TK-7230 TK-13200、 TK-7230 12-ACHSIGE CNC-FEDERWICKELMASCHINE ...
See Details
TK-13200, TK-7230 TK-13200、 TK-7230 12-ACHSIGE CNC-FEDERWICKELMASCHINE ...
See Details
TK12120 TK-12120 12 ACHSEN CNC-FEDERWICKELMASCHINE ...
See Details
TK-6160 TK-6160 CNC-FEDERWALZMASCHINE ...
See Details
TK-6120 TK-6120 CNC-FEDERWALZMASCHINE ...
See Details
TK-5200 TK-5200 5-ACHSEN-CNC-FEDERWICKELMASCHINE ...
See Details
TK-5160 TK-5160 5-ACHSEN-CNC-FEDERWICKELMASCHINE ...
See Details
TK-5120 TK-5120 5-ACHSEN-CNC-FEDERWICKELMASCHINE ...
See DetailsMobiler QR-Code

 Language
Language  中文简体
中文简体

