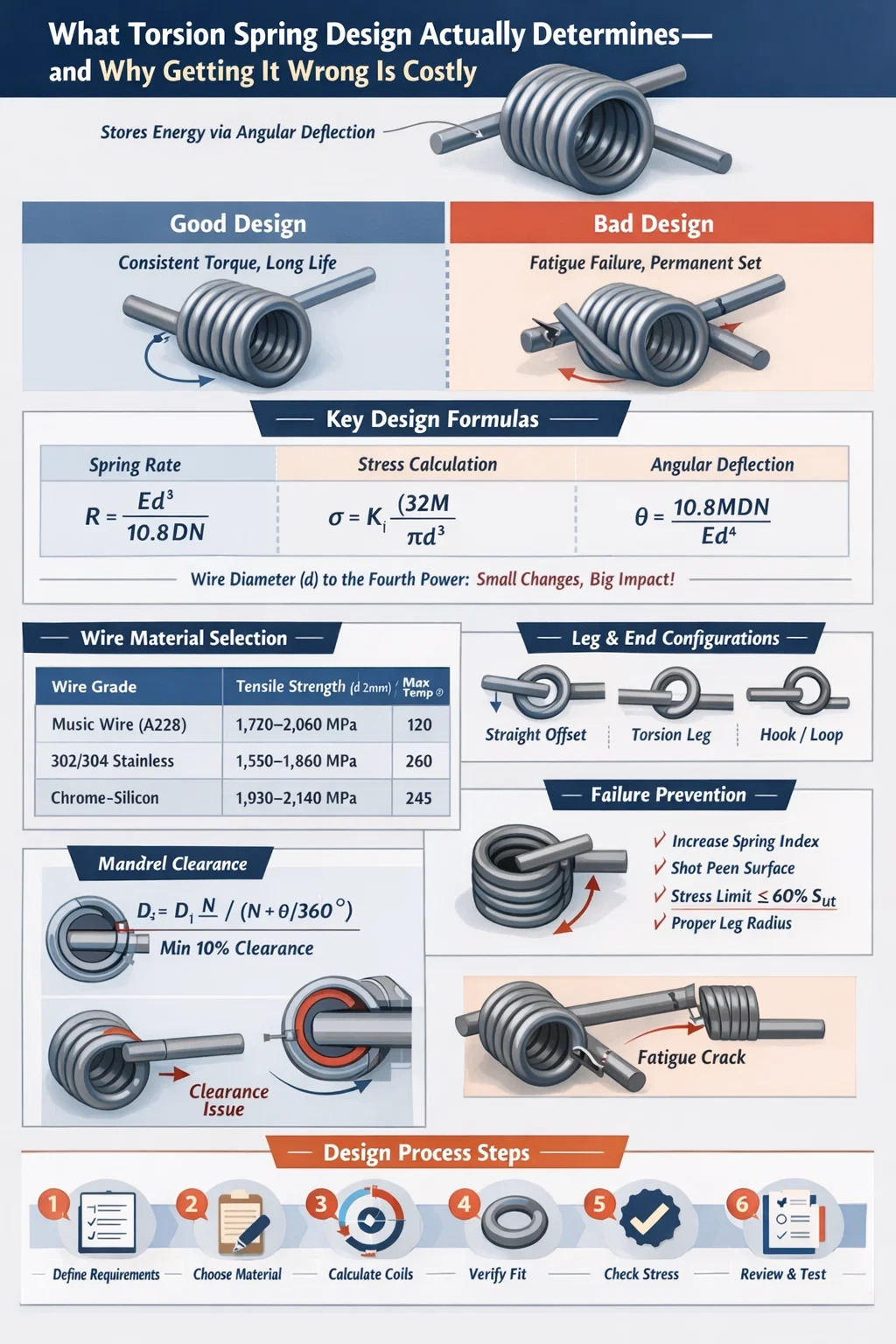
Beim Entwurf einer Torsionsfeder werden die Geometrie, das Material, die Belastungseigenschaften und die Herstellungstoleranzen einer Feder festgelegt, die Energie durch Winkelauslenkung und nicht durch lineare Kompression oder Ausdehnung speichert. Bei richtiger Konstruktion liefert die Feder über Tausende – oder Millionen – Zyklen hinweg ein konstantes Drehmoment. Wenn Sie etwas falsch machen, kommt es zu einem vorzeitigen Ermüdungsversagen, bleibenden Verformungen oder unvorhersehbaren Drehmomentkurven, die den nachgeschalteten Mechanismus zerstören.
Die kritischste Designausgabe ist die Federrate (Drehmoment pro Grad Drehung) , typischerweise ausgedrückt in N·mm/° oder lb·in/°. Jeder andere Parameter – Drahtdurchmesser, Spulendurchmesser, Anzahl der aktiven Spulen, Beingeometrie, Endkonfiguration – fließt in diese Zahl ein. Eine Torsionsfedermaschine kann nur produzieren, was die Konstruktion vorgibt, sodass Präzision in der Konstruktionsphase kostspielige Nacharbeiten in der Produktion überflüssig macht.
Dieser Artikel geht durch den gesamten Designprozess: von grundlegenden Gleichungen und Materialauswahl bis hin zu Herstellungsbeschränkungen durch Torsionsfedermaschinen, häufigen Fehlerarten und praktischen Toleranzstrategien für die Massenproduktion.
Die Konstruktion von Torsionsfedern basiert auf einer Reihe gut etablierter mechanischer Gleichungen. Sie zu verstehen ist nicht optional – sie bestimmen, ob Ihre Feder ihre Lebensdauer übersteht oder in den ersten paar tausend Zyklen versagt.
Die Winkelfederrate R wird berechnet als:
R = Ed⁴ / (10,8 D N)
Dabei ist E der Elastizitätsmodul (MPa), d der Drahtdurchmesser (mm), D der mittlere Spulendurchmesser (mm) und N die Anzahl der aktiven Spulen. Für hartgezogenen Kohlenstoffstahldraht E ≈ 196.500 MPa; für Edelstahl 302/304, E ≈ 193.000 MPa; für Chrom-Silizium (SAE 9254), E ≈ 201.000 MPa.
Beachten Sie, dass der Drahtdurchmesser in der vierten Potenz angezeigt wird. Eine Erhöhung von d um nur 10 % erhöht die Federrate um etwa 46 %. Aus diesem Grund ist der Drahtdurchmesser die empfindlichste Variable bei jeder Torsionsfederkonstruktion – eine kleine Toleranzabweichung hat einen großen Einfluss auf die endgültige Federrate.
Die Biegespannung in einem Torsionsfederdraht beträgt:
σ = K_i × (32M) / (πd³)
Dabei ist M das aufgebrachte Moment (N·mm), d der Drahtdurchmesser und K_i der Korrekturfaktor für die innere Faserspannung (bei Torsionsfedern auch Wahl-Faktor genannt). K_i berücksichtigt Krümmungseffekte und ist definiert als:
K_i = (4C² - C - 1) / (4C(C - 1))
Wobei C der Federindex = D/d ist. Für einen Federindex von 6 (ein üblicher Wert) ist K_i ≈ 1,24. Für eine enge Spule mit C = 4 steigt K_i auf etwa 1,40. Dies bedeutet, dass bei einer eng gewickelten Feder bei gleichem aufgebrachten Moment eine um 13 % höhere Spannung an der Innenfaser auftritt – ein bedeutender Unterschied, wenn die Ermüdungslebensdauer die Designbeschränkung darstellt.
Die gesamte Winkelauslenkung θ (in Grad) beträgt:
θ = 10,8 M D N / (E d⁴)
Diese Gleichung ist die Umkehrung der Federratenformel. Es gibt an, um wie viel sich die Feder bei einem gegebenen Drehmoment dreht. Bei Anwendungen wie Automobiltürscharnieren oder Fensterhebern ist die Kenntnis des genauen Auslenkungswinkels bei jedem Drehmomentniveau für die Mechanikverpackung von entscheidender Bedeutung.
Ein einzigartiges Merkmal von Torsionsfedern: Der Windungsdurchmesser ändert sich, wenn sich die Feder auf- oder abwickelt. Beim Wickeln in Schließrichtung (Spulen ziehen sich zusammen) verringert sich der mittlere Durchmesser. Der neue mittlere Durchmesser D₂ beträgt:
D₂ = D₁ N / (N θ/360°)
Für eine Feder mit 8 aktiven Spulen, die sich um 90° drehen, ist D₂ = D₁ × 8 / 8,25 = 0,970 × D₁ – eine Reduzierung um 3 %. Wenn die Feder über einen Dorn wirkt, muss der Konstrukteur sicherstellen, dass D₂ immer noch ausreichend Spiel bietet; Störungen bei maximaler Auslenkung führen zu katastrophalen Drehmomentspitzen und vorzeitigem Ausfall. Die Standardentwurfspraxis besteht darin, mindestens beizubehalten 10 % Spiel zwischen dem gebogenen Innendurchmesser der Spule und dem Außendurchmesser des Dorns .
Die Materialwahl ist untrennbar mit der Torsionsfederkonstruktion verbunden. Der Draht muss über den gesamten Betriebstemperaturbereich die erforderliche Zugfestigkeit, Dauerfestigkeit und Korrosionsbeständigkeit bieten und gleichzeitig mit den Umformfähigkeiten der Torsionsfedermaschine kompatibel bleiben.
| Drahtqualität | Zugfestigkeit (d=2mm) | Maximale Temperatur (°C) | Typische Verwendung |
|---|---|---|---|
| Hartgezogen (ASTM A227) | 1.380–1.650 MPa | 120 | Allgemeine Verwendung, statische Lasten |
| Musikdraht (ASTM A228) | 1.720–2.060 MPa | 120 | Ermüdung bei hohen Zyklen, Präzision |
| Edelstahl 302/304 (ASTM A313) | 1.550–1.860 MPa | 260 | Korrosive Umgebungen |
| Edelstahl 316 (ASTM A313) | 1.480–1.790 MPa | 315 | Meeresbedingte, chemische Belastung |
| Chrom-Silizium (SAE 9254) | 1.930–2.140 MPa | 245 | High stress, elevated temp |
| Inconel 718 | 1.240–1.380 MPa | 600 | Luft- und Raumfahrt, Gasturbinen |
Für die meisten industriellen Anwendungen – Türscharniere, Schlösser, Aufroller und elektrische Anschlüsse – Musikkabel (ASTM A228) ist die Standardauswahl . Seine hohe Zugfestigkeit und gleichbleibende Oberflächenqualität ermöglichen Ermüdungslebensdauern von mehr als 500.000 Zyklen bei Belastungen von bis zu 70 % der endgültigen Zugfestigkeit. Hartgezogener Draht kostet 10–15 % weniger, weist jedoch eine rauere Oberflächenbeschaffenheit und eine größere Zugfestigkeitsvariabilität auf, wodurch er besser für statische oder Anwendungen mit geringer Lastbelastung geeignet ist.
Chrom-Silizium-Draht ist zwar teurer, wird jedoch standardmäßig für Ventilfedern und Bremsrückholfedern in der Automobilindustrie verwendet, bei denen die Betriebstemperatur 200–240 °C erreicht und die Spannungsrelaxation minimiert werden muss. Es stellt auch höhere Anforderungen an die Torsionsfedermaschine, da die höhere Härte den Werkzeugverschleiß beschleunigt – ein Faktor, den Sie bei der Konstruktionsprüfung mit dem Hersteller besprechen sollten.
Phosphorbronze und Berylliumkupfer kommen in elektrischen Verbindungsfedern vor, bei denen neben der mechanischen Leistung auch die Leitfähigkeit von Bedeutung ist. Insbesondere Berylliumkupfer ist zwar teuer, erreicht aber Zugfestigkeiten von nahezu 1.400 MPa und behält eine hervorragende Setzfestigkeit bei, wodurch es sich für Präzisionsinstrumente mit engen Drehmomenttoleranzen über eine längere Lebensdauer eignet.
Die Endkonfiguration einer Torsionsfeder – wie die Beine geformt sind, wo sie die passenden Teile berühren und welche Geometrie sie haben – hat direkten Einfluss auf drei Dinge: die effektive Anzahl aktiver Windungen, die Spannungskonzentration an der Verbindung zwischen Bein und Körper und was die Torsionsfedermaschine realistisch formen kann.
Die effektive Anzahl aktiver Spulen N_a beinhaltet einen Beitrag der Beine. Bei geraden Beinen addiert die Standardnäherung L/(3πD) zur Körperspulenzahl, wobei L die Gesamtlänge beider Beine ist. Bei einer Feder mit einem mittleren Windungsdurchmesser von 20 mm und zwei 30-mm-Beinen kommen dadurch etwa 30/(3π×20) ≈ 0,16 Windungen hinzu – eine kleine, aber nicht triviale Korrektur, wenn enge Federratentoleranzen (±5 % oder besser) erforderlich sind.
Das Ignorieren dieser Korrektur führt zu systematischen Federratenfehlern, die bei der Erstmusterprüfung sichtbar werden und eine Anpassung der Windungsanzahl und zusätzliche Einrichtungszeit der CNC-Torsionsfedermaschine erforderlich machen.
Eine Torsionsfedermaschine – insbesondere eine CNC-Wickelmaschine mit Torsionsfederfunktion – formt Draht, indem er ihn um einen Wickeldorn biegt und gleichzeitig die Schenkel und Endmerkmale formt. Bereits in der Entwurfsphase, bevor die Werkzeuge geschnitten werden, ist es wichtig zu verstehen, was die Maschine leisten kann und was nicht.
Standardmäßige CNC-Drehfedermaschinen verarbeiten Drahtdurchmesser von ca. 0,10 mm bis 16 mm, je nach Maschinenklasse. CNC-Wickelmaschinen der Einstiegsklasse decken 0,3–3,5 mm ab; Schwere Industriemaschinen verarbeiten 3–16 mm Draht. Der Federindex (D/d) liegt bei den meisten Produktionsläufen praktisch zwischen 4 und 16:
Der Sweet Spot für die Herstellung von Torsionsfedermaschinen ist C = 6 bis C = 12 Hier sind die Umformkräfte beherrschbar, der Werkzeugverschleiß vorhersehbar und Maßtoleranzen bei hohen Produktionsgeschwindigkeiten erreichbar.
Moderne CNC-Drehfedermaschinen – etwa von Wafios, Numalliance oder Simplex – arbeiten mit 4 bis 8 gesteuerten Achsen. Zu den wichtigsten Fähigkeiten gehören:
Der freie Winkel – der Winkel zwischen den beiden Beinen im unbelasteten Zustand – ist einer der am schwierigsten zu kontrollierenden Parameter. Eine freie Winkeltoleranz von ±3° bis ±5° ist standardmäßig in der Produktion möglich; ±1° bis ±2° ist mit hochwertigen CNC-Torsionsfedermaschinen und Prozessqualifizierung erreichbar, allerdings zu höheren Kosten pro Stück. Konstrukteure sollten die engste Toleranz angeben, die sie tatsächlich benötigen, und nicht die engste, die sie für möglich halten. Eine übermäßige Festlegung der freien Winkeltoleranz kann die Teilekosten verdoppeln oder verdreifachen, ohne die Produktfunktion zu verbessern.
Nach dem Formen werden Torsionsfedern aus vorgehärtetem Draht (Musikdraht, hartgezogen, rostfrei) einem Spannungsarmglühen bei niedriger Temperatur unterzogen – typischerweise 175–230 °C für 20–30 Minuten. Dies reduziert die beim Aufwickeln entstehenden Eigenspannungen, stabilisiert den freien Winkel und verringert die Verformung im Betrieb. Chrom-Silizium- und Chrom-Vanadium-Federn werden aus geglühtem Draht geformt und dann nach dem Aufwickeln in Öl abgeschreckt und angelassen, um die endgültige Härte zu erreichen. Dies ermöglicht eine bessere Kontrolle über die Materialeigenschaften, erfordert jedoch zusätzliche Prozessschritte in der Torsionsfeder-Maschinenlinie.
Kugelstrahlen, das nach der Wärmebehandlung angewendet wird, induziert Druckeigenspannungen auf der Drahtoberfläche und erhöht die Ermüdungsfestigkeitsgrenze um 20–30 % für Federn, die in umgekehrter Biegung arbeiten. Für Torsionsfedern in Anwendungen mit hohen Zyklen (über 500.000 Zyklen) wird Kugelstrahlen fast immer vorgeschrieben, obwohl sich die Teilekosten um 15–25 % erhöhen, da die Alternative – Ermüdungsversagen vor Ort – weitaus teurer ist.
Ermüdungsversagen ist die vorherrschende Versagensart für Torsionsfedern unter zyklischer Belastung. Es beginnt an der inneren Spulenoberfläche (wo die Biegespannung aufgrund der Krümmung am höchsten ist) oder an der Bein-Körper-Verbindung (einem Spannungskonzentrationspunkt). Um die Ermüdungslebensdauer vorherzusagen, müssen sowohl die Spannungsamplitude als auch die mittlere Spannung bekannt sein.
Das modifizierte Goodman-Kriterium setzt die zulässige Spannungsamplitude σ_a mit der mittleren Spannung σ_m in Beziehung:
σ_a / S_e σ_m / S_ut = 1
Dabei ist S_e die Dauerfestigkeit und S_ut die maximale Zugfestigkeit. Für Musikdraht gilt S_e ≈ 0,45 × S_ut für polierte Proben. Korrekturfaktoren für die Oberflächenbeschaffenheit reduzieren dies auf etwa 0,35–0,38 × S_ut für Produktionsdraht mit Standardoberflächenqualität.
Die Gerber-Parabel wird manchmal als Alternative zur Goodman-Linie verwendet, da sie bei hohen mittleren Spannungsniveaus besser zu empirischen Federermüdungsdaten passt. Allerdings bleibt Goodman konservativer und wird für sicherheitskritische Anwendungen bevorzugt.
Bei der praktischen Torsionsfederkonstruktion sorgen die folgenden Spannungsverhältnisziele für eine zuverlässige Ermüdungsleistung:
Diese Ziele müssen nach der spannungskorrigierten Formel mit dem Wahl-Faktor berechnet werden. Bei Anwendung der nominalen Biegespannungsgleichung ohne Krümmungskorrektur wird die tatsächliche Drahtspannung je nach Federindex um 15–35 % unterschätzt – ein möglicherweise katastrophaler Fehler bei der Konstruktion mit hohen Zyklen.
Torsionsfedern können unter anhaltender Belastung eine bleibende Verformung aufweisen – eine dauerhafte Änderung des freien Winkels im Laufe der Zeit aufgrund des Kriechens des Drahtmaterials. Die bleibende Verformung ist temperaturabhängig und wird bei Kohlenstoffstahldrähten oberhalb von 100 °C signifikant. Die maximal zulässige Dauerspannung, die über 1.000 Stunden bei Raumtemperatur auf weniger als 2 % begrenzt werden soll, beträgt etwa 65 % von S_ut für Musikdraht und 70 % für Chrom-Silizium.
Bei Anwendungen, bei denen die Feder in einer komprimierten Position gehalten wird (wie bei vielen Mechanismen in Kraftfahrzeugen und Haushaltsgeräten), muss der Konstrukteur sicherstellen, dass die Dauerspannung bei maximaler Auslenkung diese Grenzwerte nicht überschreitet. Andernfalls kommt es über die Lebensdauer des Produkts zu einem Drehmomentabfall – eine häufige Beschwerde in der Praxis, die direkt auf eine fehlerhafte Konstruktion der Torsionsfeder zurückzuführen ist.
Bei der Angabe von Toleranzen in einer Torsionsfederzeichnung treffen technisches Urteilsvermögen und Herstellungskosten aufeinander. Jede Toleranz, die enger als die Standardproduktionsfähigkeit ist, erfordert zusätzliche Prozesskontrollen, eine erhöhte Prüfhäufigkeit oder langsamere Zykluszeiten der Torsionsfedermaschine – allesamt zusätzliche Kosten.
| Parameter | Standardtoleranz | Enge Toleranz (Premium-Kosten) |
|---|---|---|
| Drahtdurchmesser | Gemäß ASTM-Drahtstandard (typischerweise ±1–2 %) | ±0,5 % (zertifiziertes Kabelpaket erforderlich) |
| Mittlerer Spulendurchmesser | ±2–3 % | ±1 % |
| Anzahl der Spulen | ±0,25 Spulen | ±0,1 Spulen |
| Freier Winkel | ±5° | ±2° |
| Federrate | ±10 % | ±5 % |
| Drehmoment im Prüfwinkel | ±10 % | ±5 % |
| Beinlänge | ±1,0 mm | ±0,5 mm |
| Körperlänge (geschlossene Spule) | ±0,5 mm | ±0,2 mm |
Die wichtigste Toleranz, die korrekt angegeben werden muss, ist das Drehmoment bei einem definierten Prüfwinkel, nicht die isolierte Federrate. Eine Drehmomenttoleranz bei einem bestimmten Winkel hängt direkter mit der Produktfunktion zusammen – sie sagt dem Hersteller genau, was die Feder an dem für die Baugruppe wichtigen Punkt ihres Federwegs leisten muss. Die Federrate allein sagt nichts aus, wenn der freie Winkel variiert.
Ein üblicher und effektiver Ansatz besteht darin, Folgendes festzulegen: (1) Drehmoment bei minimalem Arbeitswinkel, (2) Drehmoment bei maximalem Arbeitswinkel und (3) freier Winkel mit großer Toleranz. Diese Funktionsspezifikation gibt dem Bediener der Torsionsfedermaschine maximale Freiheit, den Umformprozess zu optimieren und gleichzeitig sicherzustellen, dass die Feder in der Baugruppe korrekt funktioniert.
Eine Torsionsfederzeichnung sollte immer Folgendes angeben:
Das Weglassen der Windrichtung in einer Zeichnung ist einer der häufigsten und kostspieligsten Fehler bei der Beschaffung von Torsionsfedern. Eine rechte Torsionsfeder, die in Schließrichtung gewickelt ist, erzeugt beim Schließen ein zunehmendes Drehmoment. Wenn die Baugruppe ein Schließdrehmoment von einer linken Feder erfordert, funktioniert der Mechanismus umgekehrt oder gar nicht.
Das Verstehen von Fehlermodi ist kein Post-Mortem-Engineering, sondern ein Design-Input. Jedem Fehlermodus sind bestimmte Entwurfsentscheidungen zugeordnet, die ihn verhindern oder abmildern können.
Die höchste Biegespannung in einer Torsionsfeder tritt aufgrund des Krümmungseffekts (erfasst durch den Wahl-Faktor) an der inneren Faser jeder Spule auf. Hier beginnen Ermüdungsrisse, die sich quer über den Drahtdurchmesser ausbreiten und zu einem plötzlichen Bruch führen. Präventionsstrategien:
Die Verformung äußert sich mit der Zeit in einer Verringerung des freien Winkels, wodurch das im Arbeitswinkel abgegebene Drehmoment abnimmt. Die Hauptursache ist eine anhaltende Spannung, die die Elastizitätsgrenze des Materials bei Betriebstemperatur überschreitet. Vorbeugung: Halten Sie die Dauerspannung bei Kohlenstoffstahl unter 65 % S_ut, verwenden Sie voreingestellte Federn (die bei der Herstellung über den maximalen Arbeitswinkel hinaus vorgebogen werden, um günstige Restspannungen zu erzeugen) oder verwenden Sie einen höher legierten Draht mit besserer Relaxationsbeständigkeit.
Mit der Auslenkung der Feder in Schließrichtung verringert sich der Spuleninnendurchmesser. Wenn die Feder über einem Dorn mit unzureichendem Spiel montiert wird, berühren die Windungen den Dorn – was zu Reibung, Hitze und unvorhersehbaren Drehmomentspitzen führt. In schweren Fällen blockiert die Feder vollständig den Dorn. Die Lösung ist im Design einfach: Berechnen Sie den minimalen Spuleninnendurchmesser bei maximaler Durchbiegung mithilfe der Durchmesseränderungsformel und stellen Sie sicher, dass der Außendurchmesser des Dorns mindestens 10 % kleiner ist. Dies erfordert jedoch, dass der Konstrukteur bereits in der Entwurfsphase den maximalen Betriebswinkel kennt.
Der Übergang vom Spulenkörper zum geraden Schenkel ist eine geometrische Diskontinuität, die zu Spannungskonzentrationen führt. Die Größe hängt von der Schärfe der Biegung ab. Ein minimaler Biegeradius von 1,5 d an der Beinwurzel ist eine gute Konstruktionspraxis — Kleinere Radien erhöhen den Spannungskonzentrationsfaktor dramatisch. Wenn die Torsionsfedermaschine das Bein formt, stellt der Bediener das Werkzeug so ein, dass dieser Mindestradius erreicht wird. Wenn der Konstrukteur eine scharfe Ecke an der Beinwurzel zeichnet, erzeugt die Maschine eine scharfe Ecke, und an dieser Stelle tritt ein Ermüdungsversagen auf und nicht im Spulenkörper, wo die Spannungsanalyse dies vorhersagt.
Die effizientesten Torsionsfederkonstruktionen werden gemeinsam zwischen dem Ingenieur und dem Federhersteller entwickelt – insbesondere unter Einbeziehung des Teams, das die Torsionsfedermaschine zu Beginn des Konstruktionsprozesses bedient, bevor die Zeichnung fertiggestellt wird.
Wichtige DFM-Überlegungen, die Sie mit dem Hersteller besprechen sollten:
Der Ingenieur, der den Federhersteller als reinen Rohstofflieferanten betrachtet und eine vollständige Zeichnung ohne Diskussion liefert, erzielt durchweg suboptimale Ergebnisse. Der Ingenieur, der das Torsionsfedermaschinenteam in die Entwurfsprüfung einbezieht, erhält Federn, die einfacher herzustellen, konsistenter und bei Produktionsmengen kostengünstiger sind.
Die Konstruktionsprinzipien von Torsionsfedern wirken sich je nach Branche unterschiedlich aus. Here are concrete examples of how application context shapes design decisions.
Typische Spezifikation: Drehmoment von 8–12 N·m bei 75° Auslenkung , 500.000 Zyklen Lebensdauer, Betriebstemperatur –40 °C bis 80 °C. Drahtdurchmesser 4–6 mm, Chrom-Silizium-Legierung, kugelgestrahlt, zinkphosphatiert. Die Torsionsfedermaschine muss einen konsistenten freien Winkel von ±3° erzeugen, da das Türarretierungsgefühl empfindlich auf Drehmomentschwankungen an der Zwischenkontrollposition (typischerweise 30–45°) reagiert. Diese Federn werden in großen Stückzahlen produziert – Hunderttausende pro Jahr – was eine spezielle Torsionsfeder-Bearbeitung und prozessbegleitende Drehmomentprüfungen an 100 % der Teile rechtfertigt.
Typische Spezifikation: torque of 0.5–2 N·mm at 30° deflection, 50,000 cycle life, phosphor bronze or beryllium copper, gold flash plated. Wire diameter 0.15–0.5 mm. At this scale, the torsion spring machine must maintain wire feed precision to ±0.02 mm to achieve the ±5% torque tolerance required. Free angle tolerance of ±3° translates to a torque variation of ±10–15% at the working angle, which must be tight enough to ensure reliable electrical contact force without over-stressing the mating pin.
Chirurgische Instrumente und Mechanismen implantierbarer Geräte verwenden Torsionsfedern aus Edelstahl 316L oder einer MP35N-Legierung. Typisch sind Drehmomenttoleranzen von ±3–5 %. Jede Feder wird zu 100 % geprüft. Anforderungen an die Rückverfolgbarkeit bedeuten, dass jede Produktionscharge mit einer bestimmten Drahtwärmenummer und einem Chargenprotokoll der Torsionsfedermaschine verknüpft ist. Diese Anforderungen erhöhen die Kosten erheblich, sind jedoch angesichts des regulatorischen Umfelds nicht verhandelbar. Die Drahtdurchmesser liegen je nach Anwendung typischerweise zwischen 0,25 mm und 2,0 mm.
Torsionsfedern für Wohngaragentore sind groß (Drahtdurchmesser 4–8 mm, mittlerer Spulendurchmesser 50–75 mm) und für ausgelegt 10.000 bis 30.000 Zyklen des Lebens. Sie sind paarweise gegenläufig auf einer zentralen Welle aufgewickelt und gleichen so das Türgewicht aus. Die Federrate muss innerhalb von ±10 % zum Türgewicht und zur Türhöhe passen, sonst wird die Tür nicht richtig ausbalanciert. Diese Federn werden auf großen industriellen Torsionsfedermaschinen in großen Stückzahlen hergestellt, als Massenartikel verkauft und gehören zu den häufigsten Ausfällen von Federn im Haushalt – nicht weil sie schlecht konstruiert sind, sondern weil sie auf ein Kostenziel ausgelegt sind, das die Lebensdauer begrenzt.
Durch die Zusammenführung des Designprozesses in einem strukturierten Workflow wird der häufige Fehler vermieden, spät in der Entwicklung zu iterieren, wenn Änderungen kostspielig sind.
Die konsequente Einhaltung dieser Reihenfolge vermeidet die teuerste Kategorie von Fehlern bei der Federkonstruktion: Das Erkennen von Dimensions- oder Leistungsproblemen während der Baugruppenvalidierung, wenn eine Änderung der Federkonstruktion eine Neuqualifizierung der Torsionsfeder-Maschineneinrichtung und möglicherweise eine Neukonstruktion der zugehörigen Teile erfordert.

TK-13200, TK-7230 TK-13200、 TK-7230 12-ACHSIGE CNC-FEDERWICKELMASCHINE ...
See Details
TK-13200, TK-7230 TK-13200、 TK-7230 12-ACHSIGE CNC-FEDERWICKELMASCHINE ...
See Details
TK12120 TK-12120 12 ACHSEN CNC-FEDERWICKELMASCHINE ...
See Details
TK-6160 TK-6160 CNC-FEDERWALZMASCHINE ...
See Details
TK-6120 TK-6120 CNC-FEDERWALZMASCHINE ...
See Details
TK-5200 TK-5200 5-ACHSEN-CNC-FEDERWICKELMASCHINE ...
See Details
TK-5160 TK-5160 5-ACHSEN-CNC-FEDERWICKELMASCHINE ...
See Details
TK-5120 TK-5120 5-ACHSEN-CNC-FEDERWICKELMASCHINE ...
See DetailsMobiler QR-Code

 Language
Language  中文简体
中文简体

