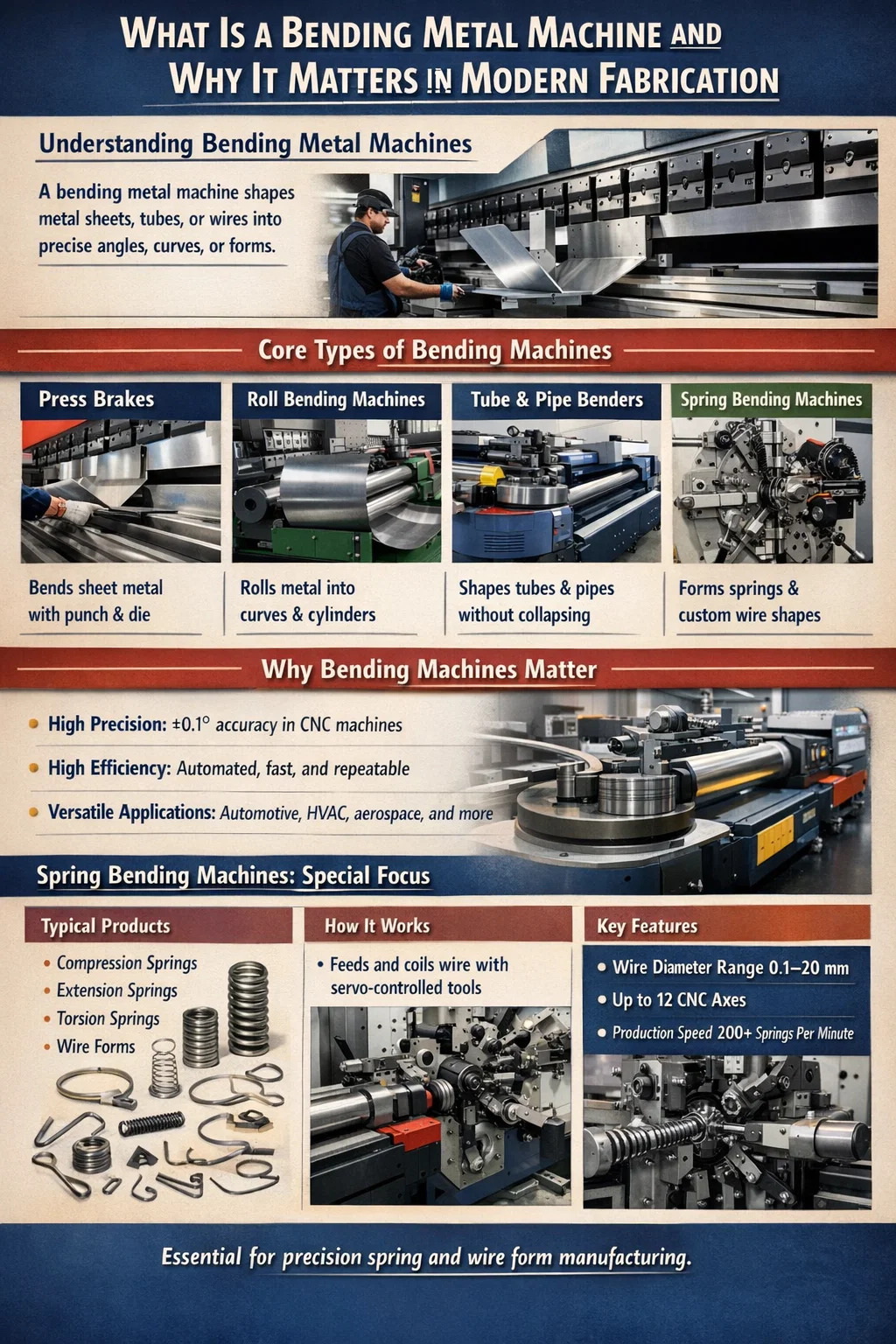
A Biegemaschine für Metall ist eine Industrieanlage, die dazu dient, Metallwerkstücke – Bleche, Stangen, Rohre oder Drähte – ohne Schneiden oder Schweißen in präzise Winkel, Kurven oder komplexe dreidimensionale Formen zu verformen. Die Kernaussage ist klar: Wenn Ihre Produktionslinie konsistente, wiederholbare Metallformen im großen Maßstab erfordert, ist eine spezielle Biegemaschine keine optionale Ausrüstung – sie ist das Rückgrat Ihres Arbeitsablaufs. Manuelles Biegen führt zu menschlichem Versagen, inkonsistenten Biegeradien und Ermüdung des Bedieners. Durch maschinelles Biegen entfallen alle drei.
Moderne Metallbiegemaschinen reichen von einfachen hydraulischen Abkantpressen, die 3 mm dicke Weichstahlplatten biegen können, bis hin zu hochentwickelten CNC-Mehrachsensystemen, die 40 verschiedene Biegesequenzen in einem einzigen automatisierten Zyklus ausführen können. Beispielsweise kann eine CNC-Abkantpresse mittlerer Preisklasse eine Winkelwiederholgenauigkeit von ±0,1° erreichen, was bei manueller Bedienung praktisch nicht erreichbar ist. Für Kfz-Halterungen, HVAC-Leitungen, Möbelrahmen, Schaltschränke und Hunderte anderer Produktkategorien ist dieses Maß an Präzision kein Luxus, sondern eine Fertigungsanforderung.
Die Federbiegemaschine ist eine spezielle Untergruppe der breiteren Biegemaschinenfamilie. Während sich eine allgemeine Abkantpresse auf Blech konzentriert, a Federbiegemaschine wurde speziell zum Wickeln, Aufwickeln und Formen von Draht- oder Stangenmaterial zu Druckfedern, Zugfedern, Torsionsfedern und kundenspezifischen Drahtformen entwickelt. Diese beiden Maschinentypen existieren oft nebeneinander in derselben Anlage – und für jeden Produktionsleiter, der Ausrüstung beschafft, ist es wichtig zu verstehen, wie sie sich gegenseitig ergänzen.
Der Begriff „Biegemaschine für Metall“ ist ein Überbegriff für mehrere unterschiedliche Maschinenarchitekturen. Die Wahl des falschen Typs für Ihre Anwendung führt zu schlechter Teilequalität, übermäßigem Werkzeugverschleiß und unnötigen Kapitalausgaben. Nachfolgend finden Sie eine strukturierte Aufschlüsselung der Hauptkategorien.
Die Abkantpresse ist die weltweit am weitesten verbreitete Blechbiegemaschine. Mithilfe eines Stempel- und Matrizensatzes wird örtlich begrenzte Kraft entlang einer geraden Linie ausgeübt, wodurch pro Hub eine einzelne Biegung erzeugt wird. Bei Schwerlastanwendungen dominieren hydraulische Abkantpressen – das Biegen von bis zu 25 mm dicken Stahlplatten über Biegelängen von 6 Metern oder mehr. Elektrische Servo-Abkantpressen, die seit 2018 immer beliebter werden, bieten Energieeinsparungen von 30–50 % im Vergleich zu hydraulischen Gegenstücken und ermöglichen schnellere Zykluszeiten für Arbeiten mit geringer Stärke (0,5–3 mm). CNC-Abkantpressen bieten eine programmierbare Hinteranschlagpositionierung, automatische Balligkeitskompensation und mehrstufige Biegesequenzierung, wodurch die Rüstzeit beim Wechsel zwischen Teileprogrammen von Stunden auf Minuten verkürzt wird.
Walzenbiegemaschinen – auch Plattenwalzen oder Profilbiegemaschinen genannt – verwenden zwei oder drei angetriebene Walzen, um Metall kontinuierlich in Bögen, Ringe oder Zylinder zu biegen. Sie sind unverzichtbar für die Herstellung von Druckbehältern, Rohren, architektonischem Stahlbau und Tankbau. Eine symmetrische Dreiwalzenmaschine ist der Standard für die Herstellung von Zylindern mit großem Durchmesser aus Flachblech. Eine Vierwalzenmaschine fügt eine vierte Walze hinzu, die die Vorderkante vorbiegt und so die flache Stelle beseitigt, die die klassische Einschränkung von Dreiwalzenkonstruktionen darstellt. Je nach Maschinentonnage und Walzendurchmesser sind Biegeradien von engen 150-mm-Kurven bis hin zu sanften Bögen über mehrere Meter realisierbar.
Rohrbiegemaschinen biegen Hohlprofile – runde, quadratische oder rechteckige Rohre – ohne dass der Querschnitt zusammenfällt. Das Rotationsziehbiegen, die präziseste Methode, klemmt das Rohr gegen eine Formmatrize und dreht es um eine feste Biegematrize, oft mit einem inneren Dorn, der ein Einsturz der Wand verhindert. Diese Methode ist Standard in Automobilabgassystemen, Überrollkäfigen, Fahrradrahmen und Hydraulikleitungen in der Luft- und Raumfahrt. CNC-Rohrbiegemaschinen mit Multi-Stack-Werkzeugköpfen können Teile herstellen, die mehrere Biegungen in verschiedenen Ebenen erfordern – eine einzelne Automobilabgaskomponente kann 8 bis 12 verschiedene, nacheinander programmierte Biegungen aufweisen.
Drahtbiegemaschinen und Federbiegemaschinen verarbeiten Materialien mit kleinerem Durchmesser – typischerweise Drähte mit einem Durchmesser von 0,1 mm bis 20 mm – und formen sie zu komplexen zwei- oder dreidimensionalen Drahtformen, Clips, Klammern, Haken und Federn. Diese Kategorie verdient eine ausführliche Diskussion und wird in den folgenden Abschnitten ausführlich behandelt.
| Maschinentyp | Primärmaterial | Typische Toleranz | Gemeinsame Industrien |
|---|---|---|---|
| CNC-Abkantpresse | Blech 0,5–25 mm | ±0,1° | HVAC, Elektronik, Bauwesen |
| Plattenrolle | Platte bis 100 mm | ±1–2 mm Durchmesser | Druckbehälter, Tanks |
| CNC-Rohrbieger | Rohr-Außendurchmesser 6–200 mm | ±0,2° | Automobil, Luft- und Raumfahrt |
| Federbiegemaschine | Draht 0,1–20 mm | ±0,05 mm Teilung | Federn, Drahtformen, Clips |
A Federbiegemaschine – je nach Konfiguration auch als Federwickelmaschine, CNC-Federformer oder Drahtformmaschine bezeichnet – ist eine hochspezialisierte Metallbiegemaschine, die für die Verarbeitung von Drahtmaterial zu Federn und Drahtformen mit hohem Durchsatz entwickelt wurde. Das Verständnis ihres Funktionsprinzips hilft zu klären, warum sie nicht einfach durch eine Allzweck-Biegemaschine ersetzt werden kann.
Der Draht wird von einer Spule abgezogen oder von einem Coil gerichtet und durch Präzisionsführungsrollen in die Formzone geführt. Der Vorschubmechanismus – typischerweise ein servobetriebenes Andruckrollensystem – steuert die Länge des ausgegebenen Drahts mit einer Genauigkeit von ±0,05 mm. In der Formzone lenkt eine Wickelspitze oder ein Formwerkzeug den Draht ab, um den Spulendurchmesser zu erzeugen. Das Steigungswerkzeug steuert gleichzeitig den axialen Vorschub der Spule und bestimmt so die freie Länge und Steigung der Feder. Ein Schneidmechanismus – entweder ein Rotationsschneider oder ein nockengetriebenes Nockenmesser – trennt die fertige Feder am programmierten Punkt vom Draht.
Bei CNC-Federbiegemaschinen wird jede Achse – Vorschublänge, Wickelpunktposition, Werkzeugneigungswinkel und Schnittzeitpunkt – unabhängig servogesteuert und über eine zentrale Bewegungssteuerung synchronisiert. Hoch-End-Maschinen von Herstellern wie Wafios, Itaya oder Bamatec können Druckfedern mit überdurchschnittlicher Geschwindigkeit produzieren 200 Stück pro Minute für Drähte mit kleinem Durchmesser (unter 1 mm), mit einer Maßwiederholgenauigkeit, die mit dem manuellen Federaufziehen nicht erreicht werden kann.
Die Rückfederung – die elastische Erholung von Metall nach dem Biegen – ist die zentrale Herausforderung bei allen Metallbiegevorgängen, besonders kritisch ist sie jedoch bei der Federherstellung. Da die Funktionsleistung der Feder von präzisen geometrischen Abmessungen (freie Länge, Windungsdurchmesser, Steigung) abhängt, führt jede Rückfederung, die zu Maßabweichungen führt, direkt dazu, dass die Feder die Lastspezifikation nicht erfüllt. CNC-Federbiegemaschinen kompensieren die Rückfederung algorithmisch: Die Steuerungssoftware überbiegt den Draht um einen berechneten Betrag, sodass die fertige Feder nach der elastischen Erholung auf dem Zielmaß landet. Dieser Überbiegungswert variiert je nach Drahtmaterial, Durchmesser, Härtezustand und Biegeradius. Moderne Maschinen speichern diese Werte in Materialbibliotheken für einen schnellen Auftragswechsel.
Der Kauf einer Metallbiegemaschine – sei es eine Abkantpresse, eine Federbiegemaschine oder eine Rohrbiegemaschine – erfordert die Bewertung einer Reihe technischer Parameter, die bestimmen, ob die Maschine Ihre Teile tatsächlich produzieren kann. Wenn Unternehmen sich auf die Beschreibung eines Verkäufers verlassen, ohne diese Zahlen mit Ihrem Teilebedarf zu vergleichen, enden Unternehmen mit Maschinen, die ihre Aufgabe nicht erfüllen können.
Das zu biegende Material bestimmt die Werkzeugauswahl, die Tonnageanforderungen, die Rückfederungskompensation und den erreichbaren Biegeradius. Nicht alle Metalle lassen sich gleichermaßen biegen, und eine für Weichstahl optimierte Metallbiegemaschine kann beim Versuch, gehärteten Federstahl oder Titan zu biegen, völlig unterschiedliche Ergebnisse liefern – oder ganz scheitern.
Das Standardreferenzmaterial für Biegemaschinen aus Metall. Weichstahl (Streckgrenze ca. 250 MPa) ist fehlerverzeihend, lässt sich sauber biegen und weist eine mäßige Rückfederung auf. Es handelt sich um das Material, das in den Maschinentonnagebewertungen und den Empfehlungen für die Öffnung der Matrizen verwendet wird. Weichstahl der Güteklasse S235 oder A36 lässt sich zuverlässig bis zu einem minimalen Innenbiegeradius von 0,5× Materialstärke biegen, ohne dass es zu Rissen kommt.
HSLA-Stähle (Streckgrenze 350–700 MPa) und AHSS-Stähle, die in Automobilkarosseriestrukturen verwendet werden, erfordern häufig deutlich mehr Kraft zum Biegen Das Zwei- bis Dreifache der Tonnage, die für eine entsprechende Weichstahldicke erforderlich ist . Auch die Rückfederung ist proportional höher: Bei einer 90°-Biegung in HSLA-Stahl kann es erforderlich sein, den Stempel auf 84–87° zu programmieren, um nach der Rückfederungserholung 90° zu erreichen. Außerdem muss die Matrizenöffnung breiter sein, um Risse an der Biegelinie zu verhindern.
Austenitische Edelstähle (304, 316) verhärten sich beim Biegen, was mit fortschreitendem Biegen den Widerstand erhöht. Sie erfordern etwa 50 % mehr Tonnage als Weichstahl gleicher Dicke und weisen eine ausgeprägte Rückfederung auf. Werkzeugoberflächen müssen sauber gehalten werden, um zu verhindern, dass Edelstahl Verunreinigungen aufnimmt, die im Betrieb zu Korrosion führen.
Aluminium erfordert weniger Kraft als Stahl, ist jedoch anfälliger für Oberflächenmarkierungen und Risse, wenn es quer zur Faserrichtung des Blechs gebogen wird. Der Härtezustand ist entscheidend: 5052-H32 lässt sich leicht auf einen 1-fachen Dickenradius biegen, während 6061-T6 in der gleichen Dicke reißen kann, wenn der Biegeradius nicht auf das 3- bis 4-fache der Dicke erhöht wird. Federbiegemaschinen, die Aluminiumdraht für die Elektro- oder Verpackungsindustrie verarbeiten, müssen polierte Führungen und Formwerkzeuge verwenden, um Oberflächenschäden zu vermeiden.
Federstahl – typischerweise Stahl mit hohem Kohlenstoffgehalt (0,6–1,0 % Kohlenstoff) oder legierter Federstahl wie 51CrV4 – ist das Hauptmaterial für Federbiegemaschinen. Diese Materialien haben Streckgrenzen von 1.000–2.000 MPa und eine extrem hohe Rückfederung. Eine Federbiegemaschine muss in der Lage sein, Umformkräfte aufzubringen, die über die Streckgrenze des Drahtes hinausgehen, und gleichzeitig die plastische Verformung, die die endgültige Geometrie der Feder bestimmt, präzise zu steuern. Musikdraht (ASTM A228) ist die gebräuchlichste Federdrahtsorte – über 70 % Präzisionsdruckfedern werden aufgrund ihrer gleichbleibenden Zugfestigkeit und Oberflächengüte aus Saitendraht oder hartgezogenem Draht gewickelt.
| Material | Streckgrenze (MPa) | Rückfederungsniveau | Min. Biegeradius | Tonnage vs. Weichstahl |
|---|---|---|---|---|
| Weichstahl (A36) | 250 | Niedrig | 0,5× t | 1× (Grundlinie) |
| HSLA-Stahl | 450–700 | High | 1,5–2× t | 2–3× |
| 304 Edelstahl | 310 | Mittelhoch | 1× t | 1,5× |
| 6061-T6 Aluminium | 276 | Mittel | 3–4× t | 0,5× |
| Musikdraht (ASTM A228) | 1.500–2.000 | Sehr hoch | 0,5–1× d | Nur Federmaschine |
Jede Metallbiegemaschine fällt in eine von drei Steuerungsebenen: manuell, hydraulisch/mechanisch mit Grundsteuerung oder vollständig CNC. Jede Stufe hat ein eigenes Kosten-Leistungs-Profil und die richtige Wahl hängt vom Produktionsvolumen, der Teilekomplexität und den verfügbaren Fähigkeiten des Bedieners ab.
Manuelle Falzbremsen, handbetätigte Kasten- und Schwenkbremsen sowie manuell eingestellte Federwickelmaschinen eignen sich für Prototypenarbeiten, die Produktion sehr kleiner Stückzahlen (weniger als 50 Teile pro Durchgang) oder Situationen, in denen die Teilevielfalt extrem hoch ist und sich die Einstellungen ständig ändern. Ihre Investitionskosten sind niedrig – eine manuelle Falzbremse, die 1,2 mm dicken Stahl über 1 m biegen kann, kann für 500–3.000 US-Dollar erworben werden. Der Nachteil besteht in der vom Bediener abhängigen Qualität, dem langsamen Durchsatz und dem erheblichen physischen Aufwand bei schwereren Stärken. Bei der Herstellung von Federn werden manuelle Federwickelmaschinen immer noch für die Prototypenfertigung und kundenspezifische Einzelstückaufträge verwendet, bei denen die CNC-Programmierungszeit den Wert der Teile übersteigen würde.
Hydraulische Abkantpressen mit einfachem Tiefenanschlag und manuell verstellbarem Hinteranschlag sind das Arbeitstier kleiner und mittlerer Fertigungsbetriebe weltweit. Diese Maschinen sind robust, relativ einfach zu warten und für schwere Arbeiten geeignet. Eine 100 Tonnen schwere, 2,5 m lange hydraulische Abkantpresse mit einem einfachen 2-Achsen-Hinteranschlag kostet je nach Marke und Herkunft typischerweise 15.000 bis 40.000 US-Dollar. Sie eignen sich gut für mittlere Stückzahlen einfacher Teile – gerade Flansche, Kanäle und Winkel aus Weichstahl oder Aluminium, bei denen ein oder zwei Biegungen pro Teil erforderlich sind.
Die vollständige CNC-Steuerung verwandelt eine Biegemaschine in eine programmierbare Fertigungszelle. Eine CNC-Abkantpresse speichert Hunderte von Teileprogrammen, die jeweils die Biegefolge, die Hinteranschlagpositionen, die Tiefe des Stempelwegs, die Bombierungskorrektur und Materialparameter definieren. Der Bediener wählt ein Programm aus, lädt das Teil und die Maschine führt die gesamte Biegesequenz automatisch aus. Die Rüstzeit für einen Wiederholungsauftrag sinkt von 45–90 Minuten (auf einer manuell eingestellten Maschine) auf unter 5 Minuten. Für eine Fabrik mit 20 bis 30 verschiedenen Teilenummern pro Tag ist diese Reduzierung der unproduktiven Zeit jährlich mehr wert als der Preisaufschlag des CNC-Systems.
CNC-Federbiegemaschinen bieten ähnliche Vorteile: Sobald ein Federprogramm geschrieben und qualifiziert ist, beginnt jeder nachfolgende Produktionslauf mit einer bekanntermaßen guten Ausgangsbasis. Parameteränderungen – Spulendurchmesser, freie Länge, Steigung – erfordern nur Softwareänderungen und keine mechanischen Anpassungen. Führende CNC-Federmaschinensteuerungen von Wafios (Deutschland) und Itaya (Japan) verfügen über eine Dimensionsrückmeldung in Echtzeit: Ein integriertes Messsystem prüft jede Feder anhand der programmierten Spezifikation und weist Teile außerhalb der Toleranz automatisch aus. Die Qualifizierungszeit für den ersten Artikel sinkt um 60–80 % im Vergleich zu manuell eingestellten Wickelmaschinen.
Die Biegemaschine ist nur so leistungsfähig wie ihre Werkzeuge. Bei Abkantpressen bestimmt der Stempel- und Matrizensatz den minimalen Biegeradius, den erreichbaren Biegewinkel und die maximale Materialstärke. Bei Federbiegemaschinen definieren die Wickelwerkzeuge, Steigungswerkzeuge und Schneidwerkzeuge die Federgeometrien, die hergestellt werden können. Werkzeugkosten sind wiederkehrende Kosten, die bei der Berechnung der Gesamtbetriebskosten berücksichtigt werden müssen.
Standardmäßige europäische Abkantwerkzeuge (Trumpf/Wila-kompatibel) sind de facto zum weltweiten Standard geworden, wobei Werkzeuge von einem Hersteller auf Maschinen von Dutzenden anderen passen. Die Stanzprofile reichen von spitzen Winkelstanzen (30°) für enge Flansche über Schwanenhalsstanzen für tiefe Kastenbiegungen bis hin zu Falzstanzen für Falten ohne Radius. V-Matrizenöffnungen werden auf der Grundlage der Materialstärke ausgewählt: Die Faustregel der Branche lautet V-Öffnung = 6–10-fache Materialstärke für Luftbiegen. Stempel und Matrizen aus gehärtetem Werkzeugstahl in Standardkonfigurationen halten 500.000 bis 1.000.000 Hübe, bevor sie überholt werden müssen. Spezialwerkzeuge – Rollenstößel für Radiusbiegen, versetzte Stempel für schmale Flansche – erhöhen die Vielseitigkeit, erhöhen aber die Kosten für den Werkzeugbestand.
Die Werkzeuge für eine Federbiegemaschine sind anwendungsspezifischer als die Werkzeuge für Abkantpressen. Wickelpunkte sind typischerweise mit Wolframcarbid bestückt, um dem kontinuierlichen Abrieb von hochfestem Draht bei hoher Geschwindigkeit standzuhalten. Eine Wickelstelle kann vor dem Austausch 50–200 Millionen Zyklen überstehen, dies variiert jedoch erheblich je nach Zustand der Drahtoberfläche und Schmierung. Pitchwerkzeuge, Führungsrohre und Trennwerkzeuge unterliegen ebenfalls einem Verschleiß und müssen in regelmäßigen Abständen überprüft werden. Durch die Bevorratung von Werkzeugverbrauchsmaterialien – insbesondere für Federn in der Großserienproduktion – werden kostspielige ungeplante Ausfallzeiten vermieden. Die Kosten für einen kompletten Werkzeugsatz für ein neues Federprofil auf einer CNC-Federbiegemaschine liegen je nach Komplexität zwischen 200 und 2.000 US-Dollar, was im Vergleich zu den Kosten für Abkantwerkzeuge für ungewöhnliche Teilegeometrien bescheiden ist.
Bei jedem Betrieb einer Metallbiegemaschine treten wiederkehrende Qualitätsprobleme auf. Die Identifizierung der Grundursache – Maschine, Werkzeug, Material oder Programmierung – ist die Voraussetzung für die Behebung des Problems. Im Folgenden sind die häufigsten Fehler aufgeführt, die bei Abkant- und Federbiegevorgängen auftreten, sowie deren Ursachen und Korrekturen.
Symptom: Eine 90°-Biegung misst in der Mitte 90°, an den Enden jedoch 92° oder umgekehrt. Ursache bei einer Abkantpresse: Durchbiegung (Durchbiegung) des Maschinenrahmens unter Last, wodurch sich die Mitte des Bettes stärker durchbiegt als die Enden. Korrektur: Bombierungssystem aktivieren; Wenn die Maschine keine Balligkeit aufweist, verwenden Sie eine segmentierte Matrize mit dickeren Abschnitten in der Mitte oder reduzieren Sie die Biegelänge, um innerhalb der Nennkapazität der Maschine für gerades Biegen zu bleiben. Bei einer Federbiegemaschine lassen Steigungsschwankungen entlang der Federlänge auf ein verschlissenes Steigungswerkzeug oder eine inkonsistente Drahtausrichtung schließen.
Symptom: Teile, die nach demselben Programm gebogen werden, weisen leicht unterschiedliche Winkel auf – innerhalb einer einzelnen Charge oder zwischen Chargen. Ursache: Variation der Materialeigenschaften zwischen Spulen oder Blechen. Sogar zertifiziertes Material derselben Güteklasse kann in der Streckgrenze zwischen den Produktionsdurchgängen um ±5–10 % variieren. Korrektur: Bodenbiegung (Prägen) anstelle von Luftbiegung eliminiert Rückfederungsschwankungen auf Kosten einer höheren Tonnage – das Material wird über seine Dicke vollständig plastisch verformt. Beim Biegen von Federn äußert sich dies in einer Streuung der freien Länge und wird durch eine Verschärfung der Spezifikationen des Drahtlieferanten (Zugfestigkeitsbereich), eine Verbesserung der Drahtausrichtung und die Verwendung einer Rückkopplungsmessung im geschlossenen Regelkreis zur Anpassung der Umformparameter in Echtzeit korrigiert.
Symptom: Die Außenfläche der Biegung weist Mikrorisse oder sichtbare Brüche auf. Ursachen: Biegeradius zu eng für das Material, Biegen entgegen der Faserrichtung des Materials (Walzrichtung) oder Verwendung von gehärtetem Material mit unzureichender Duktilität. Korrektur: Innenbiegeradius vergrößern (mindestens 1× Materialstärke bei den meisten Stählen in Querrichtung, 2× in Längsrichtung bei härteren Legierungen). Richten Sie die Teile bei Blech so aus, dass die Biegelinie senkrecht zur Walzrichtung verläuft. Risse bei Federdraht weisen auf Defekte an der Drahtoberfläche oder einen Wickelradius hin, der unter dem Mindestwert für diesen Drahtdurchmesser und diese Härte liegt.
Symptom: Die freie Federlänge beginnt beim Nennwert und nimmt im Laufe eines Produktionslaufs ohne Programmänderungen allmählich zu oder ab. Ursache: Wärmeausdehnung der Vorschubwalzen oder Formwerkzeuge der Maschine beim Aufwärmen der Maschine nach dem Kaltstart oder fortschreitender Verschleiß des Wickelpunkts, der den effektiven Wickelradius verändert. Korrektur: Vor der Produktionsmessung eine Aufwärmphase von 15–20 Minuten einplanen; Überwachen und protokollieren Sie die freie Länge während des gesamten Laufs in einem statistischen Prozesskontrolldiagramm. Legen Sie Werkzeugwechselintervalle auf der Grundlage der gemessenen Längendrift und nicht auf der Grundlage willkürlicher Zeitintervalle fest.
Wenn Sie wissen, welche Branchen am stärksten von Biegemaschinen für Metall abhängig sind, können Sie den Umfang dieser Gerätekategorie und die Herausforderungen bei der Maschinenauswahl und -wartung besser verstehen.
Ein einzelner Personenkraftwagen enthält eine Schätzung 100 bis 200 einzelne Federkomponenten – Ventilfedern, Aufhängungsfedern, Sitzfedern, Bremsrückholfedern, Kupplungsfedern und Dutzende Drahtklammern und Halterungen. Jedes davon wird auf einer Federbiegemaschine hergestellt. Blechbiegemaschinen produzieren Karosserieverstärkungen, Halterungen, Hitzeschilde und Strukturelemente. Die Toleranzanforderungen der Automobilindustrie – kombiniert mit Produktionsvolumina in Millionen von Einheiten pro Jahr – machen CNC-Biegemaschinen mit In-Prozess-Messung und statistischer Prozesskontrolle unerlässlich.
Luft- und Raumfahrtanwendungen erfordern Rückverfolgbarkeit und Zertifizierung bei jedem Produktionsschritt. CNC-Biegemaschinen in Luft- und Raumfahrtanlagen müssen vollständige Prüfprotokolle führen – aufzeichnen, welches Programm verwendet wurde, welche Maschinenparameter waren und welche gemessenen Abmessungen jedes Teil hatten. Titan, Inconel und Aluminium-Lithium-Legierungen stellen extreme Biegeherausforderungen dar: Die Rückfederung von Titan ist es etwa doppelt so viel wie Stahl bei gleicher Dicke, was einen ausgeklügelten Überbiegungsausgleich erfordert. Federbiegemaschinen in der Luft- und Raumfahrt produzieren Fahrwerksfedern, Schleudersitzfedern und Steuerkabel-Rückholfedern nach präzisen Lastspezifikationen, die durch obligatorische Lasttests überprüft werden.
In der Elektronikindustrie werden Federbiegemaschinen eingesetzt, um Kontaktfedern für Steckverbinder, Batteriekontakte, Schaltfedern und Drahtformhalter aus Materialien von Phosphorbronze und Berylliumkupfer bis hin zu Edelstahl herzustellen. Diese Teile sind oft extrem klein – Drahtdurchmesser von 0,1–0,5 mm sind üblich – und erfordern Produktionsraten von mehreren hundert Stück pro Minute mit Maßtoleranzen von ±0,02 mm. Blechbiegemaschinen fertigen Gehäuse, Chassis und Kühlkörperhalterungen für elektronische Geräte aus Aluminium und Stahl.
Abkantpressen und Falzmaschinen dominieren im Baugewerbe und in der HVAC-Metallfertigung. Sie fertigen Leitungen, Einfassungen, Blenden, Strukturhalterungen, Sturzwinkel und Gerätegehäuse aus verzinktem Stahl-, Aluminium- und Edelstahlblech. Eine Blechbearbeitungswerkstatt, die das HVAC-Gewerbe beliefert, kann 3–8 Abkantpressen unterschiedlicher Kapazität betreiben, um unterschiedliche Materialstärken und Teilegrößen zu verarbeiten. Die Produktivität in diesen Werkstätten wird anhand laufender Meter gebogener Profile pro Schicht gemessen – ein gut geführter CNC-Abkantpressenbetrieb kann produzieren 2.000 bis 4.000 laufende Meter gebogenes Produkt pro 8-Stunden-Schicht , abhängig von Teilekomplexität und Material.
Medizinische Federn und Drahtformen – Katheterführungsdrähte, chirurgische Clipfedern, Implantatfixierungsfedern und Komponenten für Diagnosegeräte – werden auf Präzisionsfederbiegemaschinen nach biomedizinischen Spezifikationen hergestellt. Zu den Materialien in diesem Sektor gehören Edelstahl 316L, Nitinol (Nickel-Titan-Formgedächtnislegierung) und Titan. Das Formen von Nitinol-Drähten auf einer Federbiegemaschine stellt eine besondere Herausforderung dar: Das superelastische Verhalten des Materials bedeutet, dass Standard-Rückfederungsmodelle nicht anwendbar sind und Werkzeugwege für jede Teilegeometrie empirisch entwickelt werden müssen.
Die Beschaffung einer Metallbiegemaschine – insbesondere einer Federbiegemaschine – erfordert mehr Sorgfalt als die meisten Anschaffungen von Investitionsgütern, da die Leistungsfähigkeit der Maschine stark anwendungsspezifisch ist und die Leistungsunterschiede zwischen den Lieferanten erheblich sind. Die folgende Checkliste gilt unabhängig davon, ob Sie neu, generalüberholt oder gebraucht kaufen.
Ein Lieferant, der Ihre tatsächlichen Musterteile auf seiner Vorführmaschine testen und Ihnen die Ergebnisse der Erstmusterprüfung zeigen kann, ist unendlich wertvoller als einer, der nur Spezifikationsblätter zur Verfügung stellt. Bestehen Sie auf einer Maschinenvorführung Ihres Draht- oder Blechmaterials, bevor Sie einen Kauf tätigen. Bitten Sie Kunden aus Ihrer Branche um Referenzen und nehmen Sie Kontakt zu ihnen auf. Fragen Sie gezielt nach der Genauigkeit im Laufe der Zeit (nicht nur nach der Leistung nach dem Auspacken), der Ersatzteilverfügbarkeit und der Reaktionsfähigkeit des technischen Supports, wenn die Maschine während der Produktion ausfällt.
Der Kaufpreis einer Metallbiegemaschine beträgt in der Regel 40–60 % der Gesamtbetriebskosten über eine 10-jährige Betriebsdauer. Der Rest umfasst Werkzeuge (5.000–50.000 US-Dollar über die Lebensdauer der Maschine für eine Abkantpresse), Wartung und Ersatzteile (Budget 2–4 % des Kaufpreises pro Jahr), Energieverbrauch (eine hydraulische 80-Tonnen-Abkantpresse verbraucht etwa 7,5 kW; eine entsprechende elektrische Servomaschine verbraucht durchschnittlich 1,5–2 kW) und Bedienerschulung. Bei einer Federbiegemaschine müssen beim Einrichten die Kosten für den Drahtabfall hinzugerechnet werden – ein schlecht programmierter Federformvorgang auf einer CNC-Maschine kann 5 bis 15 kg Draht verbrauchen, bevor ein gutes Muster entsteht, was bei 3 bis 8 US-Dollar/kg für Musikdraht einem Rohmaterialverlust von 15 bis 120 US-Dollar pro Einrichtung entspricht.
Eine gebrauchte Abkantpresse eines renommierten Herstellers – AMADA, Trumpf, Bystronic, LVD – kann 80–90 % der Leistungsfähigkeit einer Neumaschine zu 30–50 % des Kaufpreises liefern, vorausgesetzt, die Maschine wurde ordnungsgemäß gewartet und die CNC-Steuerung und das Hydrauliksystem sind in gutem Zustand. Zu den wichtigsten Inspektionspunkten gehören die Parallelität des Stößels (Überprüfung mit Präzisionsniveau über den Stößel an mehreren Positionen), die Positionierungsgenauigkeit des Hinteranschlags (Überprüfung mit einem Testprogramm, das 20 aufeinanderfolgende Positionierungszyklen durchführt und Variationen misst) sowie der Zustand des Hydrauliköls und die Stabilität des Systemdrucks. Überprüfen Sie bei gebrauchten Federbiegemaschinen den Verschleiß des Wickelwerkzeugs und den Zustand der Vorschubwalzen und stellen Sie sicher, dass das Steuerungssystem mit der aktuellen Programmiersoftware kommunizieren kann. Veraltete proprietäre Steuerungen können eine Maschine praktisch unbrauchbar machen, wenn die Software nicht mehr unterstützt wird.
Abkantpressen und Federbiegemaschinen gehören zu den verletzungsanfälligsten Werkzeugmaschinen in der Metallverarbeitung. Insbesondere bei der Abkantpresse kommt es seit langem zu Hand- und Fingerverletzungen, die durch das schnelle Schließen von Stempel und Matrize verursacht werden. Moderne Sicherheitsstandards haben die Verletzungsrate erheblich gesenkt, doch die Einhaltung erfordert ein Verständnis der spezifischen Sicherheitssysteme.
Federbiegemaschinen weisen ein anderes Verletzungsprofil auf: Die Hauptgefahr besteht in herumfliegenden Drahtenden beim Aufwickeln, insbesondere wenn es bei hoher Produktionsgeschwindigkeit zu einem Drahtbruch oder einer Fehlzufuhr kommt. Drahtenden bei 150–200 m/min können schwere Schnittwunden verursachen. Geschlossene Schutzvorrichtungen rund um die Umformzone, obligatorische PSA (Schutzbrille und schnittfeste Handschuhe) und automatische Stoppsysteme, die durch Drahtbruchsensoren ausgelöst werden, sind die Mindestsicherheitsanforderungen. Federbiegemaschinen sollten niemals mit entfernten Schutzvorrichtungen betrieben werden, auch nicht während der Einrichtung und Einstellung – eine Praxis, die das Verletzungsrisiko dramatisch erhöht und eine der Hauptursachen für Verletzungen ist, die in Federfertigungsanlagen auftreten.

TK-13200, TK-7230 TK-13200、 TK-7230 12-ACHSIGE CNC-FEDERWICKELMASCHINE ...
Details anzeigen
TK-13200, TK-7230 TK-13200、 TK-7230 12-ACHSIGE CNC-FEDERWICKELMASCHINE ...
Details anzeigen
TK12120 TK-12120 12 ACHSEN CNC-FEDERWICKELMASCHINE ...
Details anzeigen
TK-6160 TK-6160 CNC-FEDERWALZMASCHINE ...
Details anzeigen
TK-6120 TK-6120 CNC-FEDERWALZMASCHINE ...
Details anzeigen
TK-5200 TK-5200 5-ACHSEN-CNC-FEDERWICKELMASCHINE ...
Details anzeigen
TK-5160 TK-5160 5-ACHSEN-CNC-FEDERWICKELMASCHINE ...
Details anzeigen
TK-5120 TK-5120 5-ACHSEN-CNC-FEDERWICKELMASCHINE ...
Details anzeigenMobiler QR-Code

 Sprache
Sprache 

