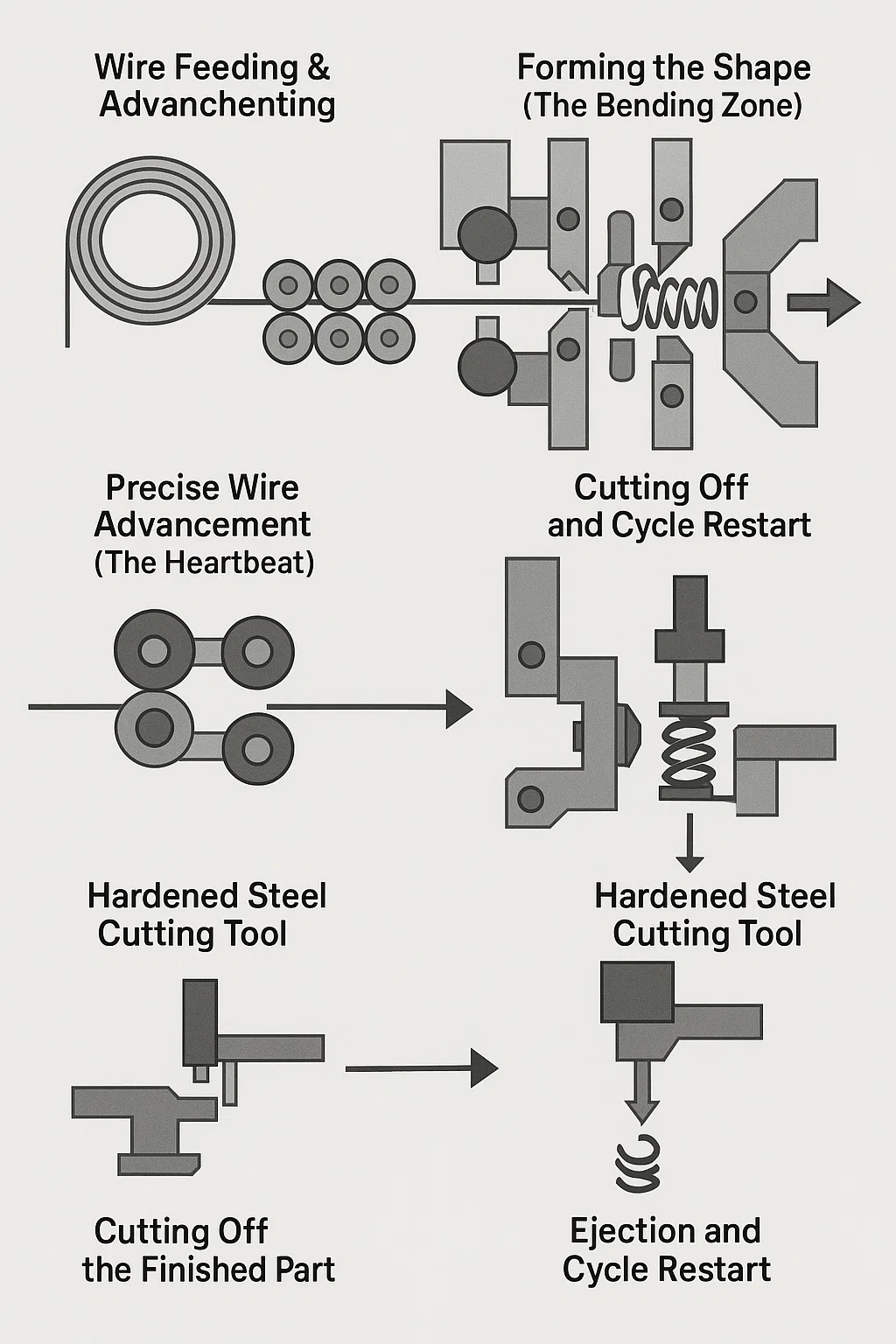
Federmaschinen Verwandeln Sie gewickelten Metalldraht durch eine präzise Abfolge mechanischer Vorgänge in Federn oder Drahtformen. So funktionieren sie:
Der aufgewickelte Draht ist auf einer rotierenden Abwickelspule hinter der Maschine montiert.
Der Draht wird einem Satz Richtrollen zugeführt (normalerweise 5–10 abwechselnd angeordnete Rollen aus gehärtetem Stahl). Während der Draht durchläuft, üben diese Rollen einen kontrollierten Druck aus, um etwaige Krümmungen oder Knicke aus dem Spulenspeicher zu entfernen und so einen vollkommen geraden Draht zu erzeugen, der in den Formbereich gelangt.
Der gerichtete Draht wird zwischen einem Paar kräftiger, gerändelter Vorschubrollen hindurchgeführt.
Ein Servomotor (bei CNC-Maschinen) oder ein nockengetriebener Mechanismus (bei mechanischen Maschinen) dreht diese Rollen intermittierend. Bei jeder Drehung wird eine genau berechnete Drahtlänge nach vorne in die Formwerkzeuge geschoben. Diese genaue Vorschublänge bestimmt entscheidende Merkmale wie die Gesamtlänge der Feder und den Windungsabstand.
Während der Draht voranschreitet, bewegt er sich in den Formbereich, wo mehrere Formwerkzeuge (auch Werkzeuge, Finger oder Schlitten genannt) positioniert sind.
Diese Werkzeuge werden auf stabilen Werkzeugpfosten um einen zentralen Dorn (Dorn) oder Formstift montiert, der den Innendurchmesser definiert.
Nocken (mechanisch) oder Servos (CNC): Geben Sie den Bewegungsablauf vor:
Mechanische Maschinen: Rotierende Nocken drücken oder ziehen physisch Hebel, die über Gestänge mit den Formwerkzeugen verbunden sind. Jedes Nockenprofil steuert den Zeitpunkt und die Entfernung, um die sich ein Werkzeug nach innen oder außen bewegt.
CNC-Maschinen: Einzelne Servomotoren treiben jedes Formwerkzeug unabhängig direkt an. Ein Computerprogramm steuert präzise die Position, Geschwindigkeit und den Zeitpunkt jeder Werkzeugbewegung.
Die Biegevorgänge: Während der Draht in die richtige Position geführt wird:
Ein Werkzeug könnte zur Seite schlagen, um eine Biegung oder einen Versatz zu erzeugen.
Ein anderes Werkzeug könnte sich scharf drehen, um den Draht um den Dorn zu wickeln und so eine Spule zu bilden.
Werkzeuge können vertikal drücken, um Schlaufen oder Haken an den Enden zu erzeugen.
Ein Pitch-Werkzeug könnte sich synchron mit dem Vorschub bewegen, um den Abstand zwischen den Spulen beim Wickeln zu steuern.
Mehrere Werkzeuge arbeiten in schneller, koordinierter Abfolge, um den Draht nach und nach in die gewünschte komplexe Form zu biegen.
Sobald die endgültige Biegung gebildet ist, wird ein Schneidwerkzeug aus gehärtetem Stahl (häufig eine Klinge oder eine Guillotine) betätigt.
Es bewegt sich schnell und kraftvoll gegen einen Amboss oder eine stationäre Klinge und schneidet die geformte Feder oder den Drahtteil sauber vom restlichen Drahtvorrat ab.
Der Schnittzeitpunkt wird exakt mit dem Ende des Umformzyklus synchronisiert.
Nach dem Schneiden lässt man das geformte Teil entweder durch die Schwerkraft in eine Rutsche fallen oder wird von einem zurückziehenden Werkzeug vorsichtig aus der Formzone gedrückt.
Gleichzeitig fahren die Formwerkzeuge in ihre „Ausgangspositionen“ zurück.
Die Vorschubrollen schieben den Draht sofort präzise auf die nächste Länge vor.
Der Zyklus wiederholt sich kontinuierlich mit hoher Geschwindigkeit (möglicherweise Hunderte von Teilen pro Minute).

TK-208A/TK-208B TYP TK-208A/TK-208B CNC-FEDER......
Siehe Details
TK-312 TK-312 3-ACHSEN-CNC-FEDERWICKELMASCHIN......
Siehe Details
TK-316 TO-316 3-ACHSEN-CNC-FEDERWICKELMASCHIN......
Siehe Details
TK-320 TO-320 3-ACHSEN-CNC-FEDERWICKELMASCHIN......
Siehe Details
TK-335 TO-335 3-ACHSEN-CNC-FEDERWICKELMASCHIN......
Siehe Details
TK-535 TK-535 5-ACHSEN-CNC-FEDERWICKELMASCHIN......
Siehe Details
CNC-625 A/B Ⅲ CNC-625A/B Ⅲ 3-ACHSEN-CNC-FEDER......
Siehe Details
CNC-625Z CNC-625Z 5-ACHSEN-CNC-FEDERFORMMASCH......
Siehe Details
CNC-635Z CNC-635Z 5-ACHSEN-CNC-FEDERFORMMASCH......
Siehe Details
TK-550 TK-550 5-ACHSEN-CNC-FEDERWICKELMASCHIN......
Siehe DetailsMobiler QR-Code

 Sprache
Sprache  中文简体
中文简体
